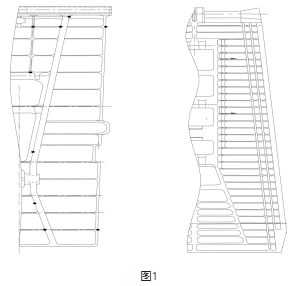
调节片、密封片类高温合金铸件(如图 1 所示),90% 以上的区域壁厚要求为 0.8mm,铸件壁厚按上偏差(+0.3)铸造,浇注成型效果及冶金质量均较好,工艺方案基本成熟,但出现重量超出设计规定要求;壁厚改为按 0.8mm 铸造后,仍按原工艺方案生产,浇注出来的铸件, 几乎100% 存在疏松,疏松缺陷集中在铸件底板两侧边缘位置(如图 2 所示),另外,40% 以上铸件出现欠铸,而夹渣缺陷也大幅度增多。
2、调节片、密封片类铸件疏松、欠铸缺陷分析
2.1 疏松缺陷分析
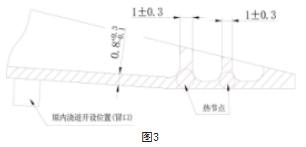
铸件底板两侧边缘的剖视图如图 3 所示, 边缘上有加强筋板,筋板壁厚与底板壁厚设计要求见图 3 所示。初始设计模具时,筋板壁厚与底板壁厚均按 1.1mm,即等壁厚。筋板与底板壁结合处,形成了铸造热节点;相对于底板, 热节点模数差别不大,加上热节点在铸件的边缘上,冷却、凝固相对较快,合金液可通过底板对热节点进行补缩,不会产生疏松缺陷。
底板壁厚改为 0.8 mm 后,底板的模数减少了近 1/3,底板冷却、凝固速度加快;而筋板壁厚未发生变化,热节点模数基本不变, 冷却、凝固速度也基本不变,导致合金液不能有效通过底板对热节点进行补缩,从而出现疏松。
2.2 欠铸缺陷分析
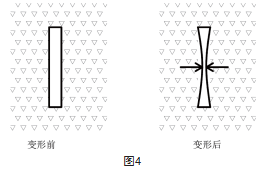
铸件整体为板状结构,壁厚薄、面积大, 为保证浇注成型,模壳需要装箱填砂预热,预热过程中,模壳受热软化,强度降低,在砂子挤压下,会有一定的变形量(见图 4 所示), 导致内腔变窄,铸件壁厚略变小,底板壁厚改为 0.8 mm 后,实际壁厚会更小一点,加上冷却、凝固速度加快,一些位置合金液还来不及流到就已凝固,从而出现欠铸缺陷。
底板壁厚改为 0.8 mm 后,冷却、凝固速度加快,合金液中的夹渣物还来不及上浮或下沉, 合金液就已凝固,从而停留在铸件中,形成夹渣缺陷。
3、调节片、密封片类铸件疏松、欠铸缺陷改进措施
工艺上采取在模壳上包裹石棉的措施进行处理(如图5 所示),即在底板位置贴上石棉(留出热节点部位),浇注出来铸件,热节点位置
未发现有疏松,底板上也未见疏松,欠铸缺陷也提高了 80%。
4、工艺改进效果分析
熔炼浇注铸件时,抽真空过程中,模壳在熔炼炉内温度会下降,底板包裹石棉后,石棉对模壳起到保温作用,减缓底板的降温速度,延长了底板的凝固时间,从而保证合金液有效通过底板对热节点进行补缩,也有效保证底板充型。
石棉为软性材料,包裹石棉后,石棉减缓砂子对模壳挤压,减少了模壳的变形量,间接地增大了底板壁厚,延长了底板的充型时间。
包裹石棉后,延长了底板的凝固时间,使合金液中的夹杂物能充分上浮或下沉,无形中减少了铸件夹渣倾向。
5 结论
利用模壳包裹石棉的方法,可以阻碍砂子对模壳的挤压,降低模壳的降温速度,延长底板的充型、凝固时间,从而有效对铸件边缘处的热节点进行补缩,改善了疏松倾向。
(转载自中国铸造协会)


 |手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
|手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )



 发表于 2018-9-26 23:21:03
发表于 2018-9-26 23:21:03