 |

|

|
| |
|
|
|
2993| 5
|
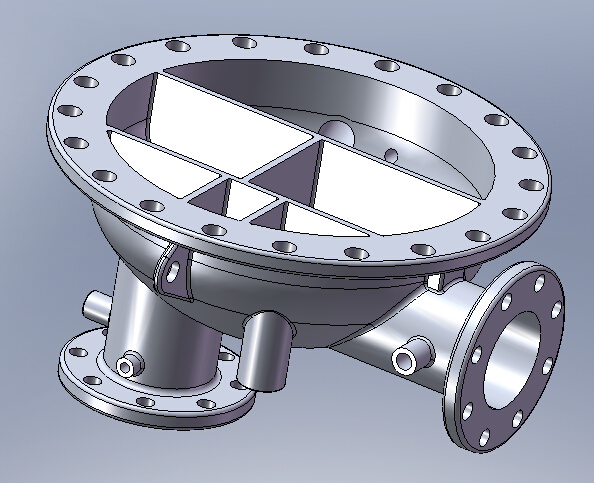
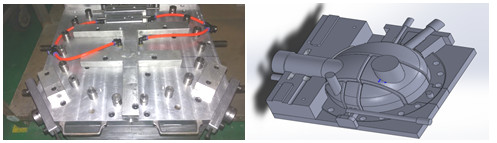
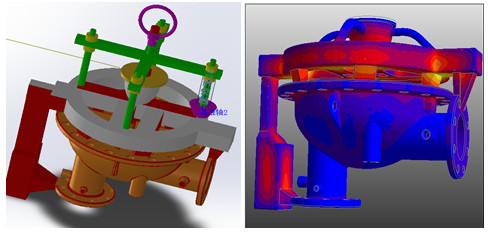
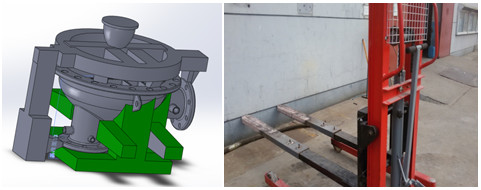
大型精密铸件的熔模铸造工艺研制【转帖】 |
| ||
|
| |
| ||
 |手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
|手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
版权所有:南京热之梦信息技术有限公司
GMT+8, 2025-7-15 21:46 , Processed in 0.264645 second(s), 22 queries .
Powered by Discuz! X3.4
Copyright © 2001-2020, Tencent Cloud.




 发表于 2019-6-8 21:48:13
发表于 2019-6-8 21:48:13





 发表于 2019-6-9 11:26:03
发表于 2019-6-9 11:26:03


 发表于 2022-9-26 10:57:46
发表于 2022-9-26 10:57:46
