马上注册,结交更多热工坛友,更多精彩内容等着您!
您需要 登录 才可以下载或查看,没有帐号?免费注册

x
柱塞头的铸造工艺【作者:贾泽春】
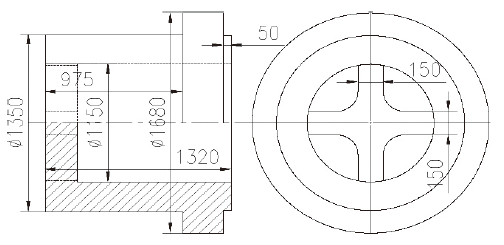
柱塞头是冶金车辆配套运输设备上的重要部件,柱塞头铸件结构如图1所示。铸件最大外形尺寸为Φ1680×1320mm,净重4.2t,主要壁厚为δ100 mm,材质牌号ZG230-450,工件本体不允许有裂纹、缩孔、疏松、气孔、砂眼、夹渣和冷隔等缺陷,内外工作表面机械加工后需进行磁粉探伤检验,整个铸件不允许有任何影响质量的铸造缺陷存在。铸件尺寸精度要求达到CT6-CT8,铸件内表面粗糙度要求达到Ra≤12.5μm。
图 1 柱塞头铸件结构简图
Figure1 Schematic diagram of plunger head casting
1 铸造工艺设计
1.1 铸件的铸造工艺性分析
铸造工艺方案如图2所示。从柱塞头的形状结构上看,铸件壁厚在100mm范围,在厚大的部位非常容易产生缩孔或缩松,应事先予以考虑,在工艺上加以弥补。
图 2 铸造工艺方案图
Figure2 Casting process plan drawing
1.2 确定浇注位置和分型面
从利于顺序凝固和补缩考虑,选取如图 2 所示的浇注位置,采用三箱造型,把冒口留在上箱,整个工件放在中箱。这样,又有利于冒口的补缩,同时也便于在合箱过程中对铸件壁厚的检测。
1.3 浇注系统的设置
采用开放式浇注系统,直浇道选用内径Φ70mm耐火瓷管,内浇道采取 Φ40 mm 耐火瓷管,下部内浇口从底部引进,上部浇口与冒口相通。这样的浇注系统结构简单、可靠,便于清理,可有利于强化冒口对铸件补缩,浇道有耐火瓷管保护,有效地避免了冲砂现象的发生。
1.4 冒口的计算
芯盒(砂芯)工艺如图3所示 , 在柱塞头顶部放置两个200×300×500mm保温明冒口(加补贴180×100×δ70mm)。
该铸件模数 M=a/2(空心圆柱体:b=1320mm>5a=5×100mm),则铸件模数 M件=100/2=5 cm。
保温冒口(200mm×300mm×500mm)的模数:M保=V/A=200×300×500/[2×200×300+2×200×500+2×300×500]=4.76cm。
保温冒口M保=M砂 /E(M保 -保温冒口模数;M砂 -普通砂型冒口模数;E-保温冒口模数增大系数、一般E=1.3~1.4)。
砂型冒口的模数M砂=EM保=1.4×4.76=6.67cm,则M砂/M件=6.67/5=1.33≥1.2。当砂型冒口模数≥1.2倍的铸件热节处模数时,就可实现冒口对铸件最后凝固部位的补缩。经校核,设置2个保温冒口的有效补缩距离及补缩所需钢液量足够,柱塞头保温冒口尺寸是合理的。
图3 芯盒(砂芯)工艺图
Figure3 Core box (sand core) process diagram
1.5 补贴
因冒口在垂直方向的补缩距离不够,故在保温明冒口之下设置补贴,形成向冒口方向的顺序凝固,以最大限度地消除轴线缩松。
采用热节内切圆法得出补贴的尺寸及数量为:补贴的宽度180mm、补贴的高度100mm、补贴的厚度70mm,共2个。
1.6 砂芯设计
柱塞头铸件砂芯只留下芯头(采取十字芯头定位)、为了便于合箱操作不留上芯头,木质芯盒采用左右对开形式,十字筋为活块。
2 铸造生产控制
2.1 造型
2.1.1 造下箱
将下箱反扣在平台上,按工艺要求码放Φ70mm直浇口瓷管(位置与中箱一致)及内浇口Φ40mm瓷管(接口处用胶带纸封住以防进入型砂)。在下箱平面适当位置放置四个定位套,然后放入型砂刮制。造型时要有足够并且均匀的紧实度,放入型砂时应注意直浇口与内浇口瓷管别被冲倒或冲跑。
2.1.2 造中箱
将固化后的下箱翻转平面朝上,放好实体木模,在下箱定位套位置放入定位销及中箱定位套,按工艺要求放Φ70mm 直浇口瓷管(位置与下箱一致)。
2.1.3 造上箱
按工艺要求的位置摆放好保温冒口,并放好Φ70mm 直浇口瓷管(位置与中箱一致)及内浇口Φ40mm瓷管,在上砂型均匀扎出Φ10mm排气孔。
2.2 合箱
首先下箱放好,摆放好砂芯,清理干净型腔内落砂与浮砂,然后再合中箱,在上箱浇口处顶面加放浇口杯耐火砖管并培砂固化,检查无落砂和无浮砂。上、下箱分型面压石棉绳,检查铸件尺寸保证周圈壁厚均匀一致且符合图纸铸造工艺技术要求。合箱时,从冒口观测上下位置是否正确,严防错箱,确保上下箱定位准确且保证直浇道位置对正,将上下箱用螺栓紧固,以防止抬箱跑火。
2.3 冶炼浇注
熔炼设备为15t电弧炉,铸件毛坯包括浇冒口总重约4.6t,一炉浇3件,采用底注式漏包浇注钢液,浇注温度为1580℃。钢液脱氧一定要干净彻底,以防产生气孔。浇注时待明冒口中钢液上来三分之一高度后及时加保温剂,直到浇满为止。不用点冒口补缩,这样钢液消耗少,补缩效率高,且保证铸件的化学成分不变。
2.4 铸件清理
铸件浇注后在砂箱中的保温时间应达到24h以上才能开箱,首先把铸件内外表面清理干净,然后割除浇冒口及补贴(割除冒口补贴时一定不能伤到铸件,并保证此处加工余量足够)。待铸件进行时效退火热处理(消除内应力)并经表面喷丸后,再对铸件表面进行打磨光整处理。
2.5 生产验证
依照该工艺生产的柱塞头,经机械加工后进行磁粉探伤检查,铸件内部无缩孔或缩松、裂纹、气孔等铸造缺陷,铸件产品无论是内在质量还是外在质量都达到了用户的技术要求。
3 结束语
柱塞头采取浇口直通保温冒口加强补缩、冒口补贴等铸造工艺方法,生产出了无裂纹、缩孔等缺陷,外观光洁美观的合格铸件。
(来源:铸造头条)
| 


 |手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
|手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )



 发表于 2019-7-19 09:28:19
发表于 2019-7-19 09:28:19