马上注册,结交更多热工坛友,更多精彩内容等着您!
您需要 登录 才可以下载或查看,没有帐号?免费注册

x
球墨铸铁压缩机缸体的无冒口铸造工艺
作者:毛洪宇,谷 雨
我国压缩机制造业经历了建国初期的仿制,到自行设计制造。改革开放以来 , 伴随着国民经济的发展,压缩机制造业在积极引进国外先进技术(含装备)、管理理念和管理制度的基础上,结合我国国情进行了消化吸收和再创新,自主创新能力不断增强。随着全球压缩机制造产业的转移,国际知名的压缩机制造商纷纷到中国设厂,我国逐步演变成全球压缩机的生产制造基地,国内外市场对压缩机品种和数量需求的持续增长,推动了我国压缩机制造业的发展。目前,已能够设计、生产各类压缩机。
本公司生产的迷宫压缩机对比以往的复式压缩机具有机组占地面积小、机组的易损件数量大幅减少、效率高、生产成本降低、管路布置简洁、不宜产生管路振动和施工安装对现有机组(装置)影响小等优点。迷宫缸体作为迷宫压缩机的核心铸件,其工艺稳定性对整个压缩机的使用稳定性起着重要的作用。
以往,主要是根据以前的生产经验进行工艺设计,如根据缸径的位置来选择分型面,铸件的厚大位置必须设冒口等,以至于该类产品成品率低。近年来,借鉴了国外铸造厂的工艺设计方式,并以华铸 CAE 模拟软件分析结果为依托,对迷宫缸体的工艺进行了重新设计,尝试了无冒口工艺方案。
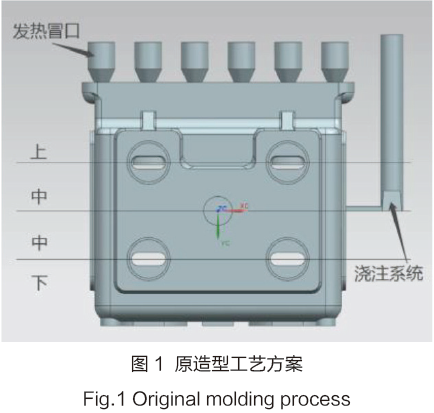
1 迷宫缸体的传统造型工艺方案
传统缸体的造型工艺方案(图 1),采用 3个分型面,4 箱造型,手工摆放多个发热冒口,内浇道手工开中间注式浇注系统。该产品的传统工艺方案无论分型面的选择,还是浇冒口的设计,都缺乏理论依据。产品多数带有砂眼、缩松、冒口缩坑、进脏和各种压力测试不合格等缺陷,造成该产品废品率高。生产的铸件外观如图 2所示,其冒口根部缺陷如图 3 所示。
2 迷宫压缩机缸体改进工艺方案
由于该铸件的传统工艺方案产生了大量的废品,对公司的生产成本和交货及时率都造成了不良的影响。所以,根据铸件的结构改进了工艺方案:
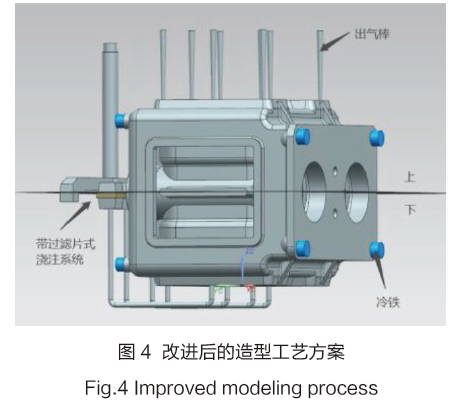
( 1 ) 根据铸件的结构特点,在铸件的缸径中心进行分型,由传统的 3 个分型面改为 1 个分型面,实现两箱造型的目的;
( 2 ) 改用底注半封闭式浇注系统,根据水力学奥赞公式重新计算最小阻流面积,并采用过滤片对铁液进行过滤;
( 3 ) 在原来合理的浇注温度和良好的砂型强度不变的情况下,考虑到该铸件材质为 QT450-10A,将碳当量(CE 值)控制在 4.4% ~ 4.6%[1],这样铸件在凝固过程中有足够的石墨膨胀来抵消其体积和凝固收缩。改进后的造型工艺方案如图 4 所示。
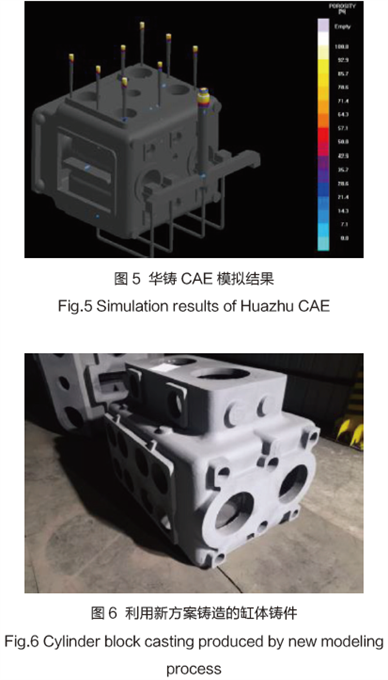
生产前,利用华铸 CAE 进行了凝固模拟分析,保证了承压和受力的关键部位无收缩类缺陷,华铸 CAE模拟结果如图 5 所示。最终该产品连续生产 30 余台,经铸件外观、UT、水压和气密试验及力学性能等检测,各项指标完全符合相关国家标准和客户的技术要求,改进方案铸造的缸体铸件如图 6 所示。
3 新工艺的优缺点
3.1 优点
( 1 ) 无冒口工艺的实施,取消了大量的保温冒口套的使用,不仅节约了造型工时、清理工时和铁液损耗,还节约了冒口的使用成本 [2]。
( 2 ) 分型面由 3 个改成 1 个,降低了模具制作工时和成本,降低了造型、清理难度和工时,提高了铸件外观质量。
( 3 ) 更改浇注系统,保证了铁液能够平稳顺利地充满型腔,避免了冲砂现象,采用合理的过滤技术,保证了铁液的纯净度。
( 4 ) 提高了成品率,保证了铸件按时交货,提升了客户的满意度。
3.2 缺点
( 1 ) 对砂型的强度、浇注温度和铁液成分要求较高。
( 2 ) 采用“摆陶瓷管式”的浇注系统,在一定程度上增加了造型的工作量。
4 结语
( 1 ) 球墨铸铁件的无冒口工艺,适用于大多数的球墨铸铁件,但一般珠光体球墨铸铁的碳当量偏低,使得石墨膨胀难以抵消凝固过程的体积收缩和凝固收缩,所以一般球墨铸铁的无冒口工艺适用于 QT500-7 以下材质。
( 2 ) 合理的工艺和严格的过程参数控制,是保证无冒口工艺能够顺利开展的先决条件。
( 3 ) 无冒口工艺不仅降低了劳动强度,更降低了生产成本。 (来源:铸造工程)
| 


 |手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
|手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )



 发表于 2020-2-16 18:28:01
发表于 2020-2-16 18:28:01



 发表于 2022-1-13 18:47:09
发表于 2022-1-13 18:47:09

 楼主
楼主

