马上注册,结交更多热工坛友,更多精彩内容等着您!
您需要 登录 才可以下载或查看,没有帐号?免费注册

x
大功率球墨铸铁曲轴的生产
作者:张红梅
球墨铸铁曲轴以其高刚性、高疲劳强度及良好的耐磨性被广泛应用于发动机曲轴的制造上。曲轴是发动机的关键部件,性能的好坏直接影响使用寿命。随着铸造工艺的进步,球墨铸铁逐步取代锻钢。与锻钢材料相比,球墨铸铁曲轴既有制造简便,成本低廉,又有耐磨、对表面裂纹不敏感等锻钢材料所不具备的优良特性。国内某公司要求生产出大功率六缸曲轴的性能指标:抗拉强度不低于850MPa,延伸率不低于4.5%。为了减少设备投入、简化生产工艺、节省能源,避免热处理正火过程中产品的变形,研制出铸态QT850-4.5 高强韧性大功率球墨铸铁曲轴。
1 生产条件
1.1 生产、检测设备
采用1T中频感应电炉熔炼铁液,铁型覆砂生产工艺。铁型覆砂铸造是在金属型内腔覆上一薄层覆膜砂砂胎而形成铸型的一种铸造工艺,覆砂层比较薄(4~8mm)。
其工艺优点:( 1 ) 浇注后型内铁液温度能快速降低;( 2 ) 有足够高的铸型强度和刚度;( 3 ) 可充分利用铁液凝固时石墨膨胀的特性,消除缩孔、缩松等缺陷,达到自补缩的效果;( 4 ) 在很大程度上提高了工艺出品率和铸件废品率;( 5 ) 铸件表面光洁,经抛丸后粗糙度可达12.5 级左右;( 6 ) 内部组织致密。
采用化学滴定法和CS分析仪检测铸件化学成分五大元素,贝莱克19通道光谱检测金属化学元素,30吨液压万能试验机检测抗拉强度和伸长率,HB3000B 布氏硬度机检测硬度。
1.2 原材料选择
高强度高韧性球铁大功率曲轴对原材料的要求非常严格。
( 1 ) 采用优质生铁或高纯生铁可以保证消除或减少厚大球墨铸铁件中心部分的异形石墨,并可提高强度和韧性。原材料中的Si、Mn、S、P含量越少越好,Si<1.0%,Mn<0.2%,S<0.01%,P<0.04%。对影响球化的Ti、V、Sn 及W等金属元素应严格控制含量,Ti对球化影响很大,应控制在0.04%以下。为控制影响球化的干扰元素,对生铁中微量元素总量(∑T)加以限制,尽量控制在0.1%以下。
( 2 ) 在废钢的选用上,也应严格控制,应采用优质碳素钢作为金属炉料,少量的锰可以作为合金元素发挥作用,选用Mn<0.4%,其他微量元素也是越少越好,尤其是反球化元素,如 Ti、V、Sn 及 W等。
1.3 化学成分的选择
球铁的化学成分与其组织、力学性能及铸造性能都有很大关系,选择合适的化学成分是保证生产出优良铸件的关键因素之一。
( 1 ) 碳当量
碳当量与铁液的流动性及缩孔、缩松的大小和分布有密切关系,碳当量应控制在 4.6% ~ 4.8% 之间。铁液流动性好,缩孔小,缩松少,但是碳当量过高,会引起石墨漂浮。碳当量上限以不出现石墨漂浮,下限以不出现白口为准。为保证球化的效果,尽可能提高碳当量。
工艺试验时,碳当量最终选择取4.4% ~ 4.5%。
( 2 ) 碳
碳含量高,析出石墨球数多,球径尺寸小,圆整度增加,可以减少缩孔缩松,铸件组织致密,但碳含量过高,则会出现石墨漂浮。根据产品结构,碳含量控制在3.6%~3.8%。
( 3 ) 硅
硅是促进石墨化的元素,硅以孕育方式加入,石墨化能力最强,含硅高,石墨球数多,圆整度也高。考虑这些因素,原铁液硅含量控制在1.3%~1.4%。终硅含量控制在2.1%~2.5%。
( 4 ) 锰
锰有稳定珠光体的作用,但作用很微弱,锰会增加铸件白口倾向,也容易偏析。锰含量尽量控制得比较低,炉内不加锰铁调整,锰含量控制低于0.4%。
( 5 ) 磷
磷不影响石墨球化,有微弱的石墨化作用。磷共晶熔点低,在球墨铸铁凝固过程中一直保持液态,不断被共晶团所排挤,最后凝固,呈多角状分布于共晶团边界,恶化球墨铸铁的力学性能。磷会降低铸态球墨铸铁的伸长率和冲击韧性,磷含量高,还会使铸件出现缩松,冷却快时会造成开裂现象。采用强化孕育的方式减轻磷对铸件的损害。
(6) 硫
硫是反球化元素,球化处理的主要目的就是脱硫,但是球墨铸铁孕育衰退与硫量太低也有直接关系。适当的硫含量还是必要的,可以将硫含量控制在 0.015% 左右,球化后硫含量控制低于0.01%。利用硫化镁的成核作用增加石墨核心质点,以增加石墨球数,减少衰退。
(7) 镁
镁也是阻碍石墨化的元素,在保证球化率能达到90%以上的前提下,镁含量应尽可能低,球化后残余镁含量为0.03%~0.04%,残余稀土为0.01%~0.02%。
(8) 铜
铜是负偏析元素,在共晶转变时,促进石墨化,可减少或消除游离渗碳体的形成,共析转变时,促进珠光体的形成,铜含量控制为0.7%~0.8%。加入方法为球化处理时加入吊包压住球化剂及孕育剂。
(9) 钼
钼是形成碳化物能力较强的元素,呈正偏析。钼对石墨形态没有影响,加钼可使共晶团细化。钼可以提高球墨铸铁强度和硬度,但伸长率会下降,所以在选择用量范围上要控制好,钼含量控制范围为0.15%~0.2%。
(10) 镍
镍是石墨化元素,可使白口倾向降低。镍在凝固时呈负偏析,加入少量的镍可使球墨铸铁中珠光体数量增多并细化,且可减少球墨铸铁断面敏感性。镍含量控制范围为0.2%~0.4%。
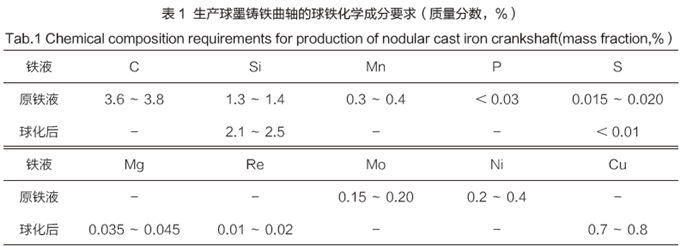
结合以上的分析及试验总结的数据,制定出生产球墨铸铁曲轴的化学成分要求,见表1。
2 熔炼过程
采用优质生铁及低Mn废钢为原材料,采用石墨化增碳剂等调整铁液成分,采用碳化硅预处理剂使凝固时增加石墨结晶晶核,采用冲入法进行球化孕育,进行三次孕育处理。孕育剂采用长效孕育剂,球化剂采用专用球化剂。出铁液前,将球化剂放置在吊包堤坝一侧,出铁时两次孕育处理,孕育量为0.6%~0.7%。孕育剂的粒度为3~8mm,浇注时瞬时孕育,粒度为0.2~0.7mm,孕育量为0.1%~0.13%。将金属合金Mo和Ni待铁液化清后加入炉内,一般在出液前3~5min加入。
3 球化及孕育处理
3.1 球化剂选用
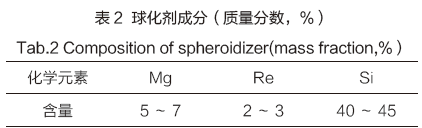
优质球化剂不但对化学成分有严格要求,而且对块度也有一定要求,试验中采用1T球化剂处理包,球化剂粒度为15~25mm,球化剂成分见表2。
3.2 球化处理
球化处理采用冲入法。该工艺设备简单,操作简便,但镁吸收率约在30%左右。球化剂的加入量与球化剂质量、铁液质量及铁液温度有关。所选用球化剂牌号不变时,球化剂加入量随铁液S含量和铁液温度增加而增加。结合生产实际情况,球化剂加入量控制在1.1%~1.3%。
3.3 孕育处理
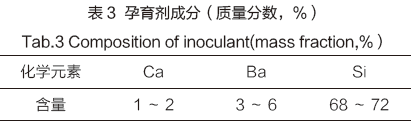
在孕育处理时单独加入微量的Sb,这样可使石墨变得圆整,增加石墨球数,防止畸变。孕育剂采用含Ba 的长效孕育剂,使用的粒度为3~8mm,孕育剂成分见表3。
4 过程控制
为了更好地将铁液中的夹渣、夹杂物得到清除、净化,熔炼时将铁液温度升高到1540℃以上,并静置2~3min,扒渣干净后出铁液。为防止铁液球化剂和孕育衰退,以及还可能造成的回S现象,一定要注意加球化剂后到浇注结束的时间应控制在8~10min,在最短时间内浇注完毕。在保证铸件不变形情况下尽量早开箱冷却。
5 质量检验
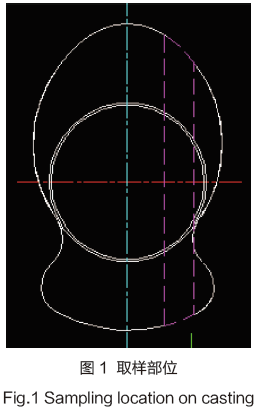
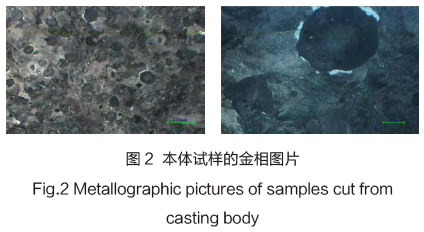
按照技术要求,在铸件上本体取样,取样部位如图1所示。本体试样的化学成分检测结果见表4,力学性能检测结果见表5,金相组织见表6,金相图片如图2所示。
6 结论
( 1 ) 严格控制球铁 QT85-4.5 的化学成分是生产出合格曲轴铸件的关键因素之一。
( 2 ) 选用优质原材料是 QT85-4.5 曲轴铸件获得优良综合性能的保证。
( 3 ) 孕育处理及合金化可以有效地提高球墨铸铁的综合性能。
( 4 ) 试验结果表明,生产出的 QT850-4.5 大功率球铁曲轴满足相关的技术要求。 (来源:铸造工程) | 


 |手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
|手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )



 发表于 2020-2-16 18:53:53
发表于 2020-2-16 18:53:53