 |

|

|
| |
|
|
|
2284| 6
|
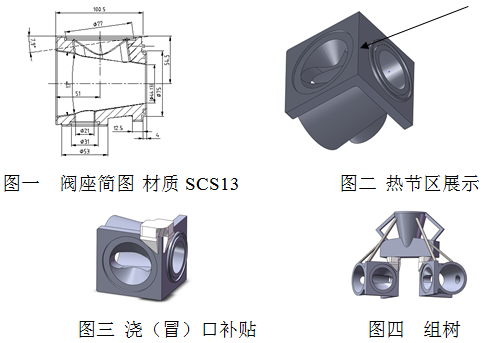
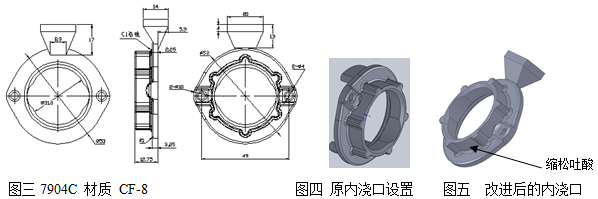
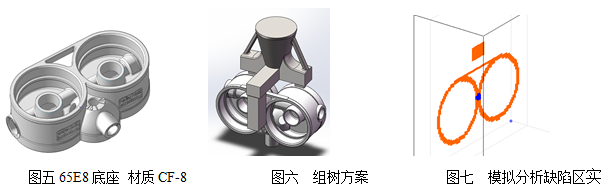
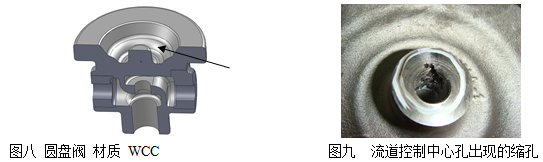
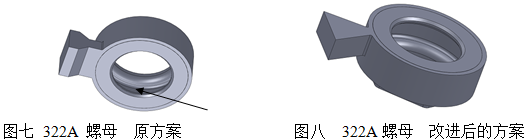
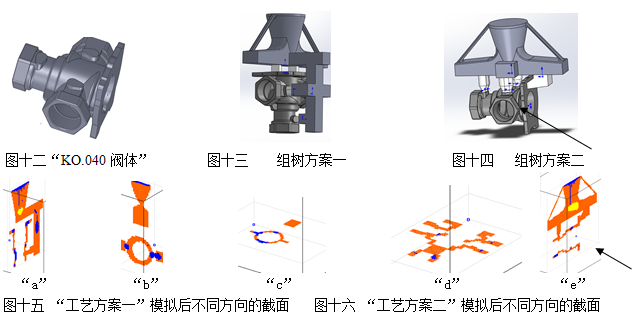
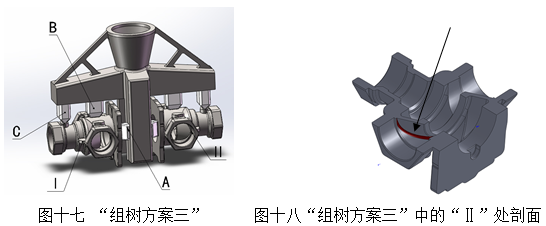
几例精铸件的防缩工艺措施【作者:阳海清等】 |
| ||
| ||
| ||
| ||
| ||
| ||
 |手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
|手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
版权所有:南京热之梦信息技术有限公司
GMT+8, 2024-4-19 03:40 , Processed in 0.131293 second(s), 22 queries .
Powered by Discuz! X3.4
Copyright © 2001-2020, Tencent Cloud.




 发表于 2020-8-24 18:39:18
发表于 2020-8-24 18:39:18


 发表于 2020-8-25 08:24:56
发表于 2020-8-25 08:24:56
 楼主
楼主
 发表于 2020-8-26 08:41:18
发表于 2020-8-26 08:41:18
 能看出作者对精铸工艺的见解独到。看到文章肯定会有启发,但是实际操作起来,能不能成,就看经验的积累了。原版照抄解决不了问题,重点还是在现场实操过程中,灵活运用,举一反三。
能看出作者对精铸工艺的见解独到。看到文章肯定会有启发,但是实际操作起来,能不能成,就看经验的积累了。原版照抄解决不了问题,重点还是在现场实操过程中,灵活运用,举一反三。