一、前言
众所周知,全球精铸界通用的硅溶胶型壳工艺存在三大缺点:
1.成本高;2.制壳周期长;3.铸件脱壳性差(型壳残留强度高)。
据统计,表面层型壳通用的耐火料锆英石砂、粉占型壳原辅材料成本的48%,占总生产成本的10%(平均值)[1] 。优质锆英石资源稀缺,因而寻找它的代用品或减少其消耗量是当今国内外精铸界共同关心,重点研究的课题之一。
“快干”硅溶胶的推广应用和真空干燥设备的逐步完善,缓解了制壳周期长的缺点。由于硅溶胶型壳高温强度高(是水玻璃型壳的6.7倍),其相应的残留强度也高(是水玻璃型壳的2.8倍),因而铸件的脱壳性能比水玻璃差得多。加之大部分生产的精铸件是结构复杂的中小件,型壳残留强度高会严重影响后处理工序生产效率和增加材料工时成本、降低铸件表面质量,延误交货期。
我们通过学习国内外同行的先进经验,经过多年的努力研究和实践,在降低硅溶胶型壳生产成本和改善脱壳性方面取得了一定成效,特向精铸界同仁作一介绍,以期达到抛砖引玉的目的。
二、表面层制壳工艺的改进
〈一〉锆英石粉料的代用
长期以来锆英石是全球精铸业首选的型壳表面层耐火料。正如2007年美国精铸学会(ICI)第54届年会论文所言:“锆英石与多种合金反应低、密度高、热化学性能好,要寻找替代用品是困难的”。 [2]
1.美国在2006年前面层涂料的典型工艺是在锆英粉中掺加5-10%(质量)的熔融石英粉。其主要目的是:降低成本,提高铸件尺寸精度和改善脱壳性、透气性。国外重点工艺改进方向是:充分利用熔融石英纯度高,杂质少,密度和热膨胀系数小,加上高温“析晶”,低温“相变”的特点,使型壳在高温时保持高强度而在低温时因相变产生剧烈收缩(-3.7%)致使型壳残留强度大大降低,从而使铸件脱壳性、透气性、尺寸精度提高。自2007年起,通过技术改进美国已有80%的精铸企业表面层涂料中的熔融石英粉掺入量已提高至50%(按体积比为68.7%)。其中更有20%工厂其石英掺入量高达75%(按体积比86.8%,锆粉仅占14.2%)[3]
2.我们根据分析和试验证实其工艺改进的关键技术要点有两方面:
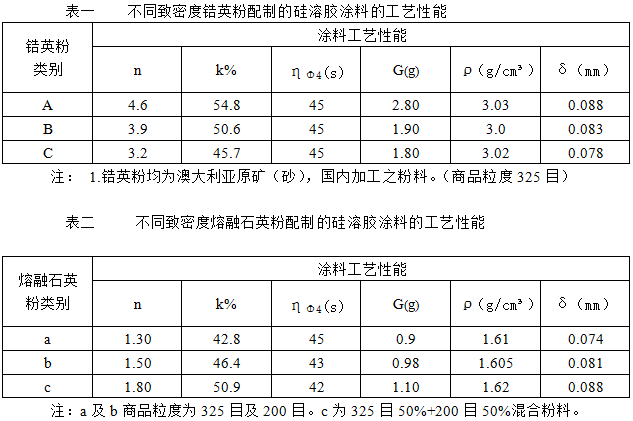
a.通过采用高致密度即优良级配的粉料提高了表面层涂料的工艺性能。其中主要是“覆盖性”(涂层平均厚度δ)和致密性(粉液比n或粉料在涂料中的体积浓度k%)两项。以往进口原包装澳大利亚锆粉配制的涂料其粉液比多为:n=3.2-3.7(ηΦ4=40±5s)而近年来已提高到n=3.9-4.6。国内加工的锆粉则仍大部分为n=2.5-3.7。
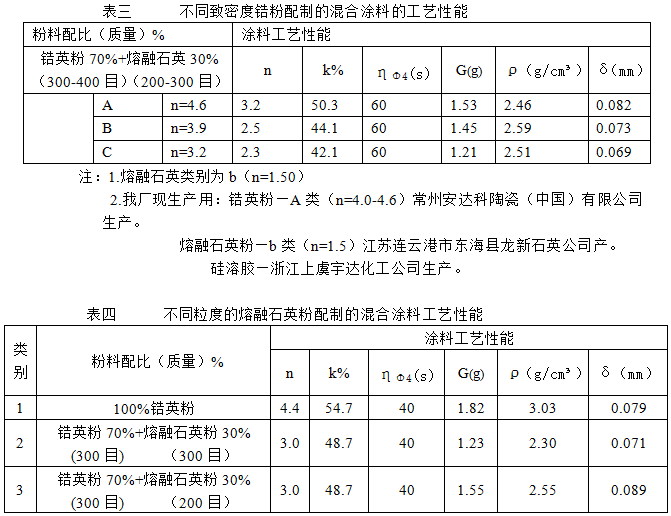
b.在表面层涂料中加入少量(0.1%-0.2%占硅溶胶质量)“分散剂”。它可在不影响涂料其他工艺性能前提下提高了涂料平均厚度(δ)15-25%(表三)。同时还能改善涂料的均匀性,悬浮性。使涂挂性和均匀性很差的熔融石英在锆英粉—硅溶胶涂料中掺入量有原5-10%提高到50%-75%。试验和生产实践充分证明了上述结论。
从表一、二、三、四试验结果得出下列结论:
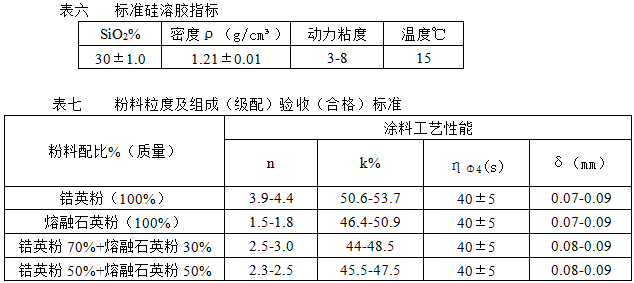
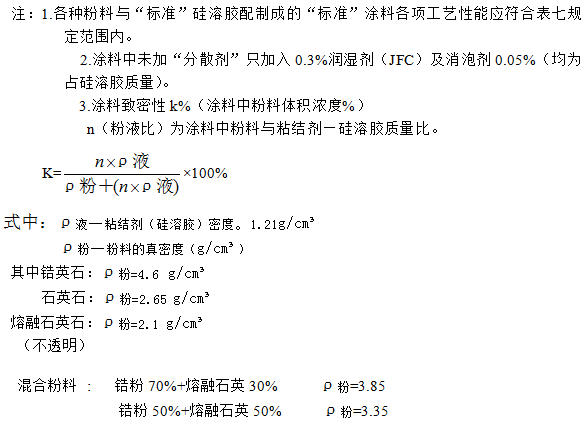
1.要提高混合涂料(锆英粉—熔融石英粉硅溶胶涂料)中熔融石英的掺入量,应采用较高致密度(n=3.9-4.6)的锆英粉(表一)及熔融石英粉(n=1.5)。这两种粉料配制的混合涂料(锆粉70%+熔融石英粉30%)其致密性n=2.5-3.0(k=44-48.5%),ηΦ4=40±5(s),δ=0.08-0.09(表七),才能满足生产工艺要求。
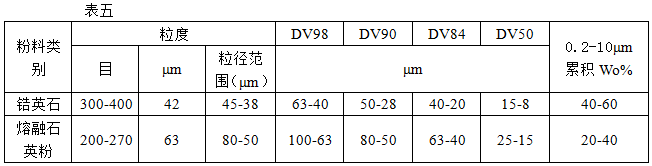
2.混合涂料用粉料粒度要求应符合表五规定。
注:1.采用GSL-101BI型“激光颗粒度测定仪”测定(丹东市辽宁仪器仪表研究所生产)。
2.粒度判定以DV90,DV50及Wo%三项指标为主要依据。DV98,DV84为参考指标。
3.无粒度检测条件时,可将待测粉料与“标准”硅溶胶配制成“标准”涂料来判定粉料粒度大小及组成是否符合(表七)各项工艺性能指标规定。
3.砂粉料(锆英石及熔融石英石)的物理化学性能要求:
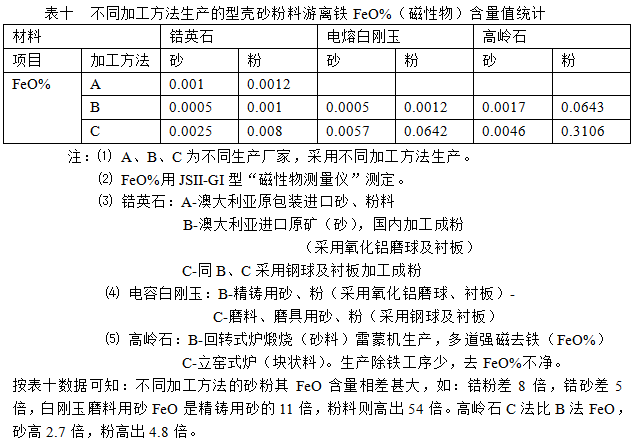
⑴.锆英石砂粉的物理性能应符合“中国铸造协会精密铸造分会”标准CICBA/C02.09-1999规定,但应确定砂、粉中游离铁 (磁性物)含量。即加工过程中混入的磁性物杂质(表九)。
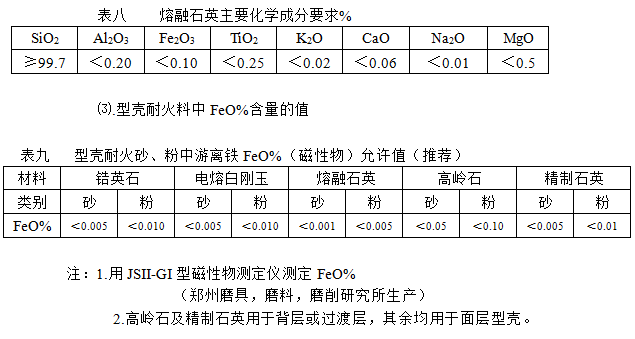
⑵.熔融石英砂、粉,我国尚无精铸业内标准,参考国外资料结合我国生产厂具体情况暂按表八验收。
4.为改善混合涂料的工艺性能,提高熔融石英的加入量,涂料严格选用优质的粉料和合理进行两种粉料的级配外,加入适量的“添加剂”是不可缺少的措施[6] 。
实验证实:无论在锆英粉,熔融石英粉或两者配制的混合涂料中加入少量的“分散剂”能较大幅度地提高涂料的屈服值。使涂料覆盖性(涂层平均厚度)提高,这正是国外精铸界能使锆英粉—硅溶胶涂料中熔融石英粉掺入量由原来5-10%提高到50-75%的主要原因和重要措施之一。
5.由表十一,十二及十三实验结果得出以下结论:
⑴.在表面层涂料中加入少量“分散剂”能改变硅溶胶涂料的流变特性,增加涂料的屈服值从而可提高涂挂性和覆盖性(涂层平均厚度)δ可提高15-25%。同时由于“分散剂”作用能使粉料“分散”不易“结团”。使平均粒径减小因而δ增加。虽然粉液比n略有下降,但致密性k%仍在要求范围之内(表七)。涂料的均匀性,悬浮性,涂挂性和流平性均有提高。“板结”“老化”时间延长(稳定性提高)。
⑵.由表十三可见:混合涂料中熔融石英粉掺入量可由原30%提高到50%,主要是通过“分散剂”加入后得到的效果。
⑶.“分散剂”的作用原理是:高分子长链会形成网状结构使涂料中细粉质点不易按触合并成大颗粒。使粉料在涂料中分布更分散和均匀。细粉(0.2-10μm)含量增加δ增厚提高了硅溶胶涂料的屈服值,不仅提高了涂料工艺性能,而且对稳定和提高铸件(型壳)表面质量和增加型壳透气性有利。粉液比适当减小,涂料成本也能降低,但应控制在合格范围内(表七)。
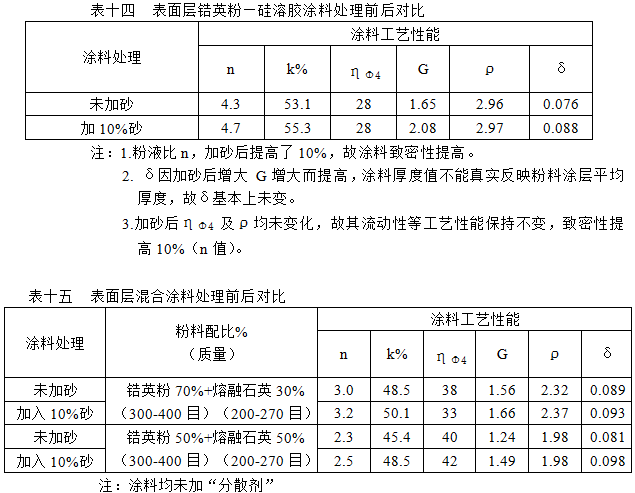
<二>.表面层涂料加“锆砂”工艺 [5]
为了提高面层型壳(涂料)的致密性。我们在表面层涂料中外加入10%的锆英砂(100/200目)(占锆粉质量)。其效果是由于“砂粒”的掺入,提高了面层型壳干燥时抗拉强度,硅溶胶在失水、干燥收缩时可防止面层型壳产生裂纹。这对于大平面或外表面积较大和铸件结构复杂、内外壁干燥速度差别大的铸件特别有效。长江厂生产的“容积器”壁厚5mm,净重15kg,内腔深200mm。过去表面层型壳须自干12小时以上,往往外表面已出现裂纹,铸件60-80%出现“飞翅”或“流纹”(线性缺陷)。在表面层涂料中加砂后,多批生产260件,无一出现这类缺陷。混合涂料中不宜加入密度太小的熔融石英砂,否则会在搅拌机底部及四周沉积。而加入密度大的锆砂无此现象。全锆粉或混合硅溶胶涂料加锆砂后均能改善涂料工艺性能,提高其致密性、流动性、流平性和均匀性。减少了由涂料在复杂型腔内堆积而造成的“铁豆”,穿钢等缺陷。尤其可降低型壳开裂的风险,其作用犹如在大平面水泥路上掺入砂、石,可防止水泥浆在失水干燥收缩时开裂的原理一样。
实践证实,细砂在涂料中加入量未影响铸件表面粗糙度。当然,砂粒的粒度不宜过粗,以常用的100/200目或140/270目为宜(粒径d=0.075-0.10mm为最佳)不宜超过涂料层厚度。目前这一工艺已为多家硅溶胶型壳和水玻璃型壳精铸应用。效果良好。
综上实验及一年生产实践关于表面层涂料(不论是全锆粉或混合涂料)中加入锆英砂10%这一工艺措施,其主要特点如下:
1.涂料加砂后除涂料致密性k%提高了4%左右,而其他工艺性能均未改变,但涂料的流平性,均匀性得到提高,表面层型壳强度(抗裂性)有所提高,硅溶胶在失水胶凝后的收缩应得以分散使表面层型壳开裂倾向降低,这对于大平面件,尤其是复杂型腔内外干燥不均匀的铸件最有价值,可大大减少表面产生飞翅(披锋)或“流纹”缺陷。
2.型壳表面致密性的提高,铸件表面质量相应提高,致密而光洁,使外观缺陷减少。
3.这一工艺同样适合于水玻璃型壳。适合于涂料工艺性能较差的混合涂料。(锆粉—熔融石英粉)硅溶胶,或白刚玉—硅溶胶涂料)。
<三>.锆英砂的代用
生产中表面层撒砂料消耗量和成本略高于粉料。美国精铸业虽然大部分用熔融石英粉取代了锆英粉,但95%的工厂仍采用锆英石撒砂料。只有少量企业用熔融石英粉或雷马斯砂(相当于我国的烧结铝矾土)国内精铸厂已有许多工厂已在上产中批量投产试用优质的电熔白刚玉砂,完全取代了锆英砂。实践证明,只要选用纯度高、杂质少、游离铁(FeO%)及含量低的精铸用电熔白刚玉撒砂料。不会造成型壳残留强度高,铸件脱壳性恶化的问题。表面层型壳、撒砂料只有密度高才能顺利进入复杂型腔、小孔、窄孔内固定涂层。因而生产复杂件,目前只有刚玉砂可以替代锆砂。较低密度的高岭石和熔融石英均难以应用(碳钢件,简单件例外)。撒砂料的粒度应符合表十四规定(参照CICA标准)测定,商品代号为80/120目的精铸用砂,实际大多为100/200目。
撒砂粒度过粗易造成型壳“蚁孔”,铸件产生“毛刺”缺陷。过细则会造成表面层型壳“分层”或“裂纹”。铸件表面生成“流纹”或“飞翅”缺陷。故其粒径应在d=0.08-0.15mm为宜,即100/200目(表十四)。其含粉量<0.2%(过300目即d<0.045mm)表面层撒砂的粒径分布的要求是:相对集中,适度分散
<四>.目前我们厂精铸件表面层型壳生产工艺为:
1.表面层制壳工艺:
①.涂料配比:锆英粉70%+熔融石英粉30%,外加10%锆英砂(占锆粉质量)
(300-400目) (200-270目)
②.撒砂:100%电熔白刚玉(100/200目)(郑州三星白刚玉厂)
2.锆英砂物化性能:按CICBA/C02-09-1999,粒度按表五或表七验收。FeO则应符合表九规定。涂料中加锆砂粒度按表十四。
3.表面层型壳用电熔白刚玉砂的物化性能同锆英石可查标准。
4.目前我们正在小批试用涂料中加“分散剂”,尽早采用锆粉50%+熔融石英粉50%的表面层混合涂料,力争早日达到国外先进工艺水平。
5.据统计,表面层涂料熔融石英粉掺入量30%,撒砂100%改用电熔白刚玉砂,工艺改进后,型壳材料成本每月可降低2.3万元,年节约达27万元。
三、背层制壳材料的选用及工艺改进
(一)砂粉料合理选用:
硅溶胶型壳三大缺点之一是型壳残留强度过高,铸件脱壳性差。不仅与表面层或过渡层有关,还常和背层型壳耐火材料的合理选择关系密切。背层型壳耐火砂、粉料虽在其单价成本比面层低得多(只有锆英石的1/10以下),但因层数多,每吨合格铸件约须消耗1.2吨耐火料,因而其在生产成本中也占相当大的比例,国内不少精铸企业在背层耐火料的选用上常将价格因素放在第一位,选购“价廉、质次”的砂粉料,其后果往往是铸件返修率、报废率和型壳破损、漏钢率增加,后处理成本大幅增高,铸件生产综合成本往往高过耐火料差价,结果是得不偿失。背层耐火料选购也应以“高性价比”为宗旨才是上策,其中背层砂、粉料要特别注意以下几项质量验收标准:
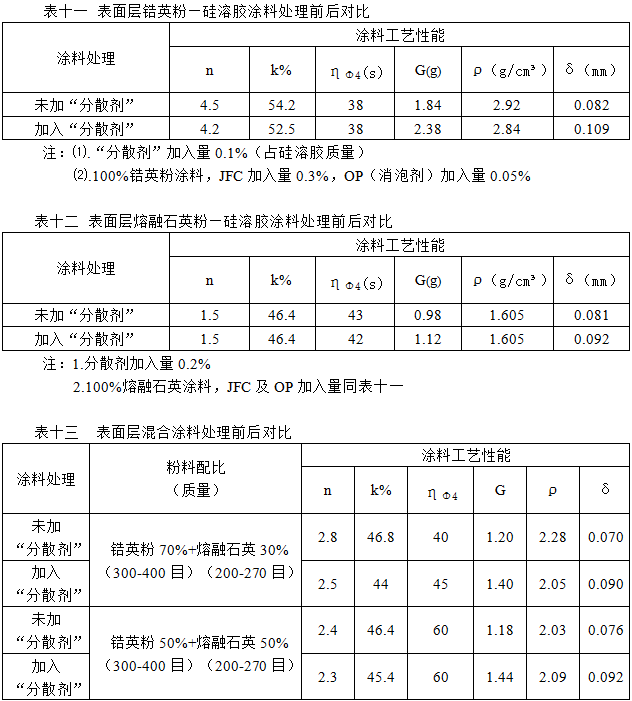
1.铝硅系耐火料中的游离铁FeO%(磁性物)含量,它是影响型壳高温强度和残留强度的主要因素,我国行业标准中未见注明这一项重要指标,型壳焙烧浇注时的漏裂、变形和残留强度过高,脱壳困难均与此有关,不同生产方式,去除FeO%效果差别很大(表十),高岭石FeO%含量相差2.7-4.8倍,采购时应按表九(推荐值)进行。
2.砂、粉料的煅烧应以灼减(烧失量)W<0.5%为验收依据,但很少企业在进料时检测其W%值,煅烧不完全也是造成型壳变形、开裂和残留强度高的主要因素之一。
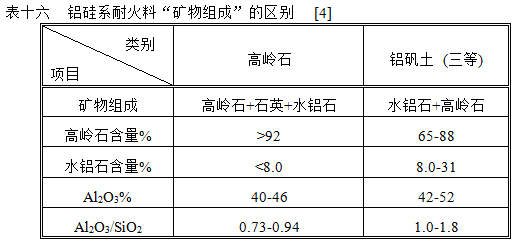
3.背层铝硅系耐火料的“矿物组成”(行业标准中也未见标注),其中水铝石含量(或高岭石含量)是验收判别高岭石和低等铝矾土的主要指标之一(化学成分Al2O3等相近)(表十六)。
4.回用型壳的应用。
全球精铸界如美国、日本等都非常重视废壳的回收再利用,经过多年的探讨试用,国内不少硅溶胶型壳(或水玻璃型壳)精铸厂也用于第三层以后的背层(砂或粉),其成本仅为新料的1/2,经过高温焙烧和浇注型壳煅烧完全(灼减量W<0.3%),而且经权威单位检测回收砂粉中锆英石含量高达14%左右,只要通过多次强磁除铁(去除FeO%磁性物),FeO%可达到表九要求。
加之筛分除灰分(砂料)及过筛达到背层型壳常用的粒度要求即可使用,不少单位在背层中掺加50%与新料搭用,连续使用五次,第一次的回用料含量仅剩3.15%左右,废壳回用变废为宝,更是资源循环利用,降本增利的有效途径,各厂应根据铸件要求,从沾浆层开始采用逐步推广到背层(第2层不用)。
(二)背层涂料的工艺改进
长江厂从2006年起就在探讨改善硅溶胶型壳脱壳性问题,尽管在表面层中已采用了新制壳工艺,改进了表面层涂料和撒砂材料取得了一定成效,但铸件脱壳性仍不能令人满意。我们决定从背层着手,在保证型壳强度前提下尽可能降低型壳残留强度。
自2013年五月份起,通过多次反复试制,小批投产,目前已正式批量生产应用,主要工艺要点是在背层(从第2—3层开始)在涂料中采用(高岭石粉40%+普通石英粉60%)配比(撒砂全部仍用高岭石砂),其中第二层或过渡层采用精制石英粉,背层用普通石英粉即可(降低成本),表面层按本文前述工艺。通过对比,长江厂最难脱壳的铸件支管(304,重0.8kg),以往震壳只能将Φ18弯孔中20%砂壳震出,然后要滚抛1-2小时(钢丸),再由用人工用震动镐夹持钢筋掏、挖弯孔存砂,清理十分困难。现改用新工艺背层涂料后,型壳高温强度正常,残留强度大幅下降,震壳时一分钟内弯孔砂壳全部震出,再经吊抛(丸)20-30分钟即可酸洗钝化,效率提高一倍以上,其他零件也相应提高了除壳效果,生产15kg的容积器也未见型壳漏裂、制壳层数如常,尺寸精度未有变化,目前已全面投产,背层耐火料成本降低了1/2,脱壳生产效率大大提高。
四、结束语
1.合理选用制壳耐火料是硅溶胶型壳工艺改进及稳定和提高铸件质量的基础,“高性价比”是采购的基本原则。
2.表面层型壳工艺改进的主要方向是:采用锆英粉-熔融石英混合(硅溶胶)涂料,减少锆英粉用量是降低成本,改善铸件脱壳性和提高尺寸精度的有效措施,也是目前国外精铸界制壳工艺改进的主流方案。
3.实践证明:用优质精铸用电熔白刚玉砂代替锆砂是性价比较高的举措,也是我国精铸业的创新,值得推广应用。
4.生产高锰钢或含锰量较高的铸件等,采用电熔白刚玉粉、砂代替锆英石砂粉作面层,型壳是合理可行的制壳工艺(避免铸件表面出现“结疤”和“粘砂”)。
5.在背层型壳中加入50-70%的石英粉是改善硅溶胶型壳脱壳性能的有效举措,简易可行,降本增利,应根据工厂产品铸件大小,净重在保证型壳强度的前提下降低型壳残留强度,调整石英粉加入量比例,要特别注意背层和面层砂粉料热膨胀系数的匹配,防止型壳开裂或铸件尺寸变化。
【参考文献】
[1]精铸件成本核算及报价 籍君豪(清华大学“熔模铸造培训班”讲课资料)
[2]精铸通讯 (清华大学)技术专刊2007.5第66期
[3]精铸通讯 (清华大学)技术专刊2006.10第62期
[4]熔模铸造培训班教材 上海交大编
[5]提高涂料致密性是改善精铸件质量的有效途径 江阴市长江化工阀门厂 籍君豪、姚佳斌 精铸第十三届年会论文
[6]添加剂在精铸中的应用回顾 第十三届世界精铸会议论文集



 |手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
|手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )



 发表于 2020-10-2 12:31:45
发表于 2020-10-2 12:31:45


 发表于 2020-10-15 15:20:25
发表于 2020-10-15 15:20:25



