马上注册,结交更多热工坛友,更多精彩内容等着您!
您需要 登录 才可以下载或查看,没有帐号?免费注册

x
过滤技术在减少铸钢件夹杂物中的作用
作者:郑丹
摘要:宏观氧化物夹杂的存在是铸钢件生产中最为麻烦的问题之一。这些夹杂物大大地增加铸钢件生产的工作量,在有些情况下还导致铸件的报废。本文讨论了铸钢件中这些宏观夹杂物的形成机制。由于过滤器能有效地捕获和保留非金属夹杂物,且夹杂物在通过过滤器时相对较短的传输距离,因此对液态金属过滤是一种有效的分离固态和液态夹杂物的实用技术。对用过的西利过滤器的扫描电镜和能谱分析表明:由于钢液再氧化而产生的液态宏观氧化物夹杂润湿且粘附于氧化锆泡沫过滤器上;由于过滤器对浇注系统流动的调整作用降低了紊流,也有助于减少钢液的氧化。本文提出了过滤器尺寸选定应遵循的原则,讨论了一些过滤应用中出现的常见问题,如堵塞和充型减慢等问题。最后,以用于大输送量水闸机构的大加工量的活塞和气缸铸钢件为例,说明了过滤对提高铸钢件质量的效果:使用过滤前,全部24件合格的铸件在加工被报废;使用过滤后,共生产200件活塞和气缸铸件,加工后没有一件因夹杂而报废。 关键词:过滤;过滤器;夹杂物;铸钢件;浇注系统 1.前言
在今天的全球市场上要保持竟争力,经济地生产洁净的铸钢件已变得越来越重要。表面或皮下的宏观氧化物夹杂的存在会大大地降低砂型铸造的钢钢件的加工性能和力学性能。宏观氧化夹杂物现在仍然是铸钢件中最为麻烦的非金属夹杂物。
本文将论述宏观氧化物夹杂的形成机制,使用过滤器分离夹杂物的原理,过滤器尺寸的确定和安放的原则。还讨论了一些与过滤应用相关的常见问题。此外,还列举了一个应用西利过滤器而提高铸件质量的例子。 2.宏观氧化物夹杂的来源
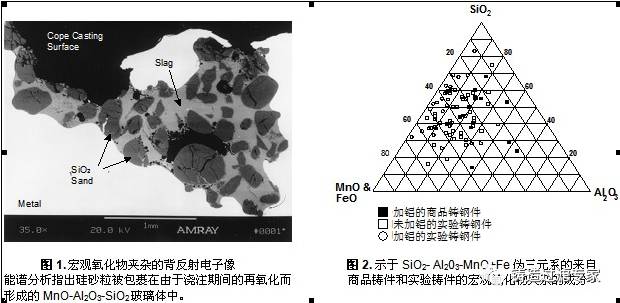
在商品铸钢件中观察到的宏观氧化物夹杂的尺寸范围从直径3mm到大于50mm,在铸件表面形成一个深达6mm或更深的坑。由于上浮作用,宏观氧化物夹杂几乎总是位于铸件上箱表面或皮下(图1)。过去35年来,众多的研究者研究了氧化物夹杂的形成问题。由美国铸钢协会(SFSA)和联合碳化物公司的研究者的研究结果是这一问题的权威总结。
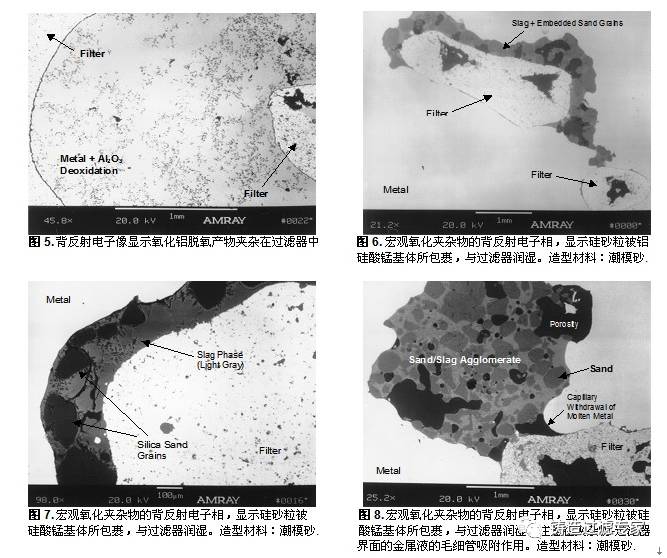
早在上世纪60年代初期的Battelle Memorial学院,由美国铸钢协会赞助的研究工作得出宏观氧化物夹杂主要来源于钢水浇注期间的再氧化和熔融的浇包耐火材料的结论[3]。来自于商品铸件和实验铸件的宏观氧化夹杂物的组成描给在SiO2-Al2O3-MnO+FeO伪三元系相图中(图2)。这些宏观氧化夹杂物的化学成分受到钢水成分(主要是Mn/Si比)和加入的强脱氧剂(Al,Ti,Zr)的强烈影响。研究者的结论是宏观氧化物夹杂形成于型腔外及浇注期间存在于浇注系统中的硅砂的卷入。一但进入型腔,夹杂物上浮至上箱铸件表面导致嵌入的表面缺陷。基于成分的不同,这些夹杂物大致在1149°-1260°C之间凝固。
早期的研究得到两个重要的结论:1)宏观氧化夹杂物只要存在氧的情况下,不管是空气中的氧还是与钢液有接触的耐火材料,就会产生;2) 问题的解决需在在钢液进入型腔前的浇注系统中将宏观氧化夹杂物去除。
联合碳化物公司的Farrel,Bilek和Hilty研究了脱氧夹杂物和再氧化夹杂物的形成机制[5]。他们的结论是大尺寸的氧化物夹杂是浇注期间再氧化的结果。Farrel等人认为再氧化产物要明显大于脱氧产物,并且在硅锰等较弱脱氧剂的情况下数量较多。在铝脱氧钢中最初生成的再氧化夹杂物是串状或丛状的氧化铝。随着再氧化的进行,夹杂物中氧化铝所占的百分比不断下降,而硅、锰所占的百分比不断上升。Farrel等人提出的再氧化夹杂物和脱氧夹杂物的形成机制示于图3中。得于的结论之一是问题的解决将更多的是一个机械的而非化学的问题。改变脱氧工艺将使再氧化产生的夹杂物的成分发生改变,但不能阻止其产生。 另外的研究也得出再氧化是铸钢中宏观氧化物夹杂的主要原因的结论[6]。在由美国铸钢协会赞助的工业调查中,收集了395个在生产厂浇注的商品铸件和试验铸件。这项研究的结果是再氧化夹杂占宏观氧化物夹杂的83%。这项研究的夹杂物的各种来源分布如图4。 所有上述的研究都指出:再氧化是铸钢件中夹杂物产生的主要原因。只要钢液在含氧的大气中浇注,或与含氧的耐火材料(特别是那些氧化硅材料)接触,钢液在进入型腔前形成再氧化夹杂物就是不可避免的。改变脱氧工艺不能阻止再氧化产物的形成而只能改变再氧化产物的成分。因此,使用过滤器在浇注系统中去除宏观氧化夹杂物是解决这个总是的有吸引力的方法。 3.夹杂物的去除 通过对取自生产的商品铸件的浇注系统中用过的过滤器断面的金相分析,研究了网状泡沫陶瓷过滤器对氧化夹杂物的滤出能力。使用光学显微镜和电子显微镜研究了过滤器滤出的夹杂物的类型和尺寸。特别有用的是对用过的过滤器在扫描电镜上联合使用背反射电子像(BEI)和能谱(EDS)微区分析。联合使用背反射电子像和能谱微区分析,通过成分和金相就可以实际确定过滤器滤出的夹杂物的类型和来源。
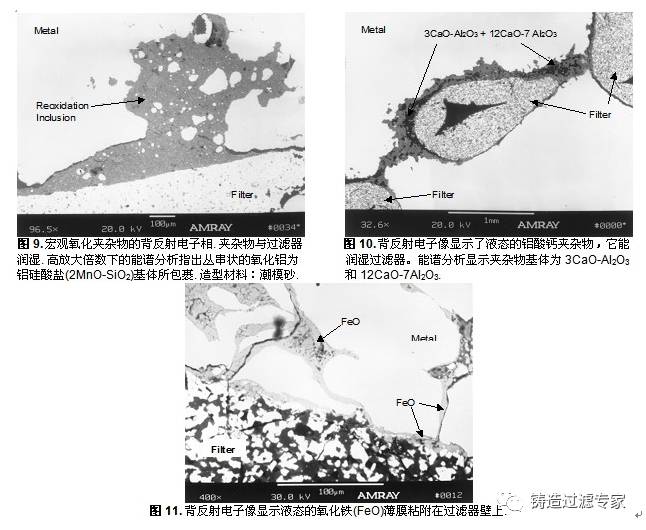
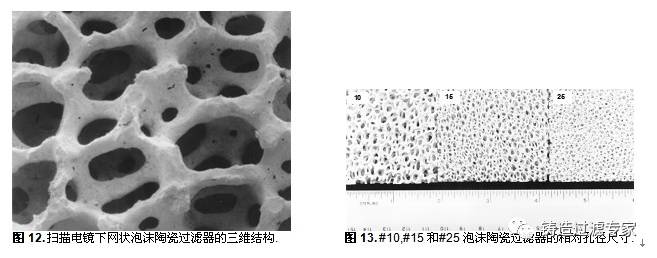
由过滤器滤出的固态的、液态的和复杂的多相固-液复合的氧化物夹杂显示于图5-图11中。关于合金种类,脱氧工艺,浇铸温度,夹杂物成分,夹杂物类型,夹杂物近似的熔点和可能的夹杂物来源总结在表1中。 表1.示于图5-11中的夹杂物的试样历史,夹杂物成分, 夹杂物的辩别和来源 在过滤器滤出的夹杂物中观查到下列夹杂物: 1.再氧化产物包裹侵蚀的氧化硅造型材料或丛状和串状的脱氧产物组成的复合团: 大的玻璃质团块内或是含有氧化硅造型砂粒或是丛状和串状的氧化铝,它们能随着过滤器的结构变形,润湿并粘附于过滤器内壁。这些夹杂物相对尺寸较大,主要是锰硅酸盐(MnSiO3 或2MnO.SiO2)或锰铝硅酸盐玻璃体。其成分类似于图2中所示的典型的宏观氧化夹杂物。基于成分和尺寸分析,这些夹杂物与铸钢件中发现的典型的宏观氧化夹杂物相对应。 2.脱氧产物:当使用铝作为终脱氧剂的时候,发现有丛状或串状的氧化铝夹杂物粘附于过滤器上,如图5。这类夹夹物是内生的,尺寸相对较小(<10微米)。当铝脱氧后再用钙线处理后,过滤器滤出的是液态铝酸钙 (3CaO.Al2O3 + 12CaO.7Al2O3)。文献[7-13]报道了用泡沫陶瓷过滤器去除氧化铝脱氧产物的效率的完整的研究结果。 3.侵蚀的造型砂:由过滤器滤出的分散的造型硅砂粒示于图9中。在过滤器-夹杂物界面的金属熔体的毛细管吸力显示了界面张力保持夹杂物于过滤器表面的效率。 对过去5年中的数百个取自用过的过滤器的样品的金相分析指出再氧化是铸钢件中宏观氧化物夹杂的主要来源。这些再氧化产物常包含的丛串状的氧化铝或侵蚀的造型材料砂粒。硅砂粒常出现于潮模砂铸件中。MnO和SiO2的存在清楚地表明再氧化是根源,这与过去关于宏观氧化物夹杂的来源的研究相一致。 4.网状泡沫陶瓷过滤器 4.1 泡沫陶瓷过滤器的特性 网状泡沫陶瓷过滤器的扫描电子显微图像如图12,显示了其内部相互连通的多面蜂房结构。当液态金属流向一相邻的单元,它必须通过一通常只有单元直径三分之一的缝隙。其结果是,金属从一个单元向下一单元的流动大大地减小了夹杂物颗粒去除所需要移动的距离。内部相互连通的三维胞状结构产生了一个迷宫式流动通道,这大大增加了夹杂物接触并粘附在过滤器内壁的可能性。用于铸钢的#10、#15和#25过滤器的相对孔径尺寸示于图13。 4.2 用于砂型铸钢件的过滤器材料 对过滤器材料来说,在砂型铸钢件应用中的熔体环境是相当严峻的。过滤器耐火材料必须经受住最初的金属压头产生的静压力和热冲击而不开裂或断裂。过滤器材料必须在没有预热的情况下承受砂型铸钢件应用中遇到的几乎瞬间从室温到1538°至1700°C的极大的热冲击。此外,过滤器还必须有足够高的高温强度,抗开裂能力和抗金属熔体和熔渣侵蚀的能力。 5.过滤器应用工艺 5.1 孔径选择 过滤器最佳孔径的选择需要在产品质量(洁净度)与过滤器尺寸和过滤器成本之间达致一种平衡。小孔径的过滤器(15p和20p)能有更高的过滤效率和更高的铸件清洁度,但需要更大的面积以抵消它们较大的流动阻力。对铝脱氧的碳钢使用10p过滤器通常是优先的考虑。在大多数熔模精密铸造中使用15p号过滤器。更小孔径的过滤器主要用于航空和涡轮部件。 5.2 过滤器尺寸的确定
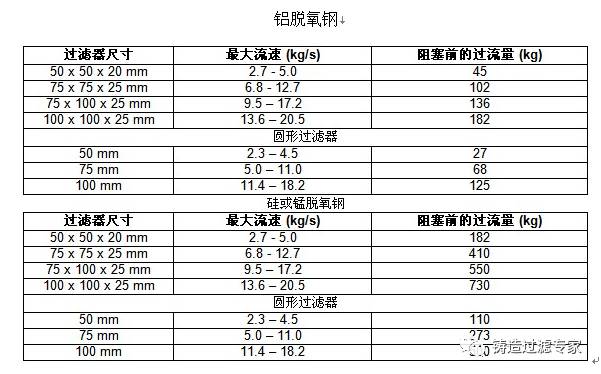
大多数铸件都有一个临界的浇注时间范围。这个最佳的浇注速度(浇注重量/浇注时间)通常源自经验。 在有些铸造厂,通过设置浇注系统的比例(直浇道底部面积:横浇道面积总和:内浇口面积总和)来达到最佳的流速。浇注系统最小的面积定义为“阻流面积”,因为这个区域控制着总的浇注时间。各种过滤介质都会导致一定程度的压力下降,因此过滤器大大地调整液态金属的流动。为了减小过滤器对总浇注时间的影响,推荐总的过滤器面积应达至少5-6倍的阻流面积。 确定过滤器尺寸需要考虑的第二个因素是在浇注完成以前过滤器是否会因滤出的夹杂物而造成阻塞。过滤器能通过的钢水量取决于过滤器孔径、钢的清洁度、和脱氧工艺。使用强脱氧剂(铝、锆、钛)脱氧形成氧化物群或丛,最终会造成过滤器为滤出的夹杂物所阻塞。西利PRZ过滤器推荐的最大过滤能力列于表2。 表2. 用于铸钢过滤器的最大过流速率 5.3 过滤器的安放 为取得最好的效果,过滤器应安放在横浇道上而不是直接安放在浇口杯或直浇道底部。最新开发的系统示如图14和图15,过滤器垂直地安放在邻近直浇道座的位置。稍稍放大的直浇口座用来聚集足够的热量以防止钢液在充填前过早凝固。一但建立了足够的金属静力学压力,过滤器开始充填。这种系统通常使用开放式浇注系统,内浇口常开在上箱以保持浇注时浇道充满液体金属,从而减少空气的卷入。合适的过滤器尺寸和适当的安放位置将能保证在浇注时间上与没有安放过滤器的系统之间的完全一致。 6. 过滤器应用中的问题与解决,由于过滤器使用不当而容易出现的三个问题是: 1)过滤器充填不良; 2)过滤器阻塞或过流缓慢; 3)过滤器断裂。 6.1 过滤器充填不良 过滤器充填是指金属液流通过过滤器的整个截面。有时金属会在过滤器的入口处凝固。虽然过滤器充填不良出现的几率不高,但其后果严重。因为这不可避免地导致报废或通过开放的未经过滤的冒口继续浇注而在铸件中产生高的夹杂物含量。 影响过滤器充填不良的因素包括: 1)浇注温度 – 越高越好。推荐对碳钢和低合金钢不低于1593°C。 2)浇注工艺– 初始浇注必须快而液流大,以迅速建立利于过滤器充填的压头。慢的浇注或滴流型的浇注可能会导致金属在过滤器入口的初始凝固,以致在在浇道充满后过滤器仍不能充填。 3)过滤器上的金属压头– 通常4英寸的金属静压头认为是足够的,但推荐在铸造中使用至少6英寸的静头以保证始终不出现充填问题。 4)合金种类 – 低流动性的钢种如碳钢和低合金钢倾向于出现充填不良问题而不锈钢和高合金钢不容易出现。 5)过滤器参数如过流量和孔径 – 如果问题持续存在,应接触过滤器供应商。 6.2 过滤器阻塞或过流缓慢
当浇注快结束时如果浇注速度大幅度的下降,就显示过滤器阻塞。金属流动受限或停止是由于滤出的夹杂物在过滤器入口处聚集减少了过滤器的过流孔以至最终封闭了过滤器入口。 在铸钢件中出现过滤器阻塞的情况,造成过滤器阻塞的夹杂物通常是脱氧操作的副产品。铝、硅钙钡合金、海波硅基合金(一些普通的脱氧合金)将产生过滤器捕获的氧化夹杂物。大的浇包溶渣也为过滤器所捕获,但过滤器的阻塞通常是由那些在浇注时看不见的细小的脱氧夹杂物的聚集而造成的。 过滤器尺寸的确定必须考虑到预期的夹杂物含量。不致阻塞的过滤器尺寸的确定通常是在供应商最初推荐的尺寸的基础上根据经验确定。
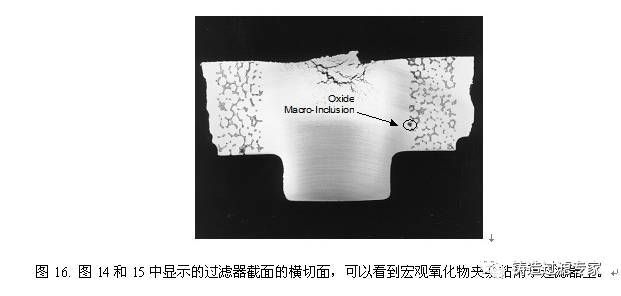
减少过滤器阻塞问题的步骤如下: 1)用过的过滤器的评估– 取几个过滤器截面的金相试样,制备好。这样做的目的是评价夹杂物的实际含量,通过扫描电子显微镜和光学显微镜分辨夹杂物种类。 2)评估脱氧工艺– 有些脱氧工艺只产生很少的脱氧夹杂副产品,因而能充分地发挥过滤器的过流能力。用钛替代铝脱氧能增加过滤器的过流能力。 3) 修正过滤器的过流能力因子 – 表2中关于过滤器的过流能力和流速的数据是基于铸钢厂平均的钢液清洁度水平。基于实际的工艺过程,实际的值可能需做大的调整。 6.3 过滤器断裂 在大型铸钢件(>500 磅)生产中有时碰到过滤器断裂的情况。过滤器断裂的两个主要的原因是: 1)过滤器尺寸选择不当– 如果过滤器被夹杂物(特别是固态的脱氧颗粒)超载,过滤器有可能断裂。对用过的过滤器截面的金相试样的分析以搞清滤出的夹杂物的含量和种类是非常重要的。 2)过滤器支撑不当– 过滤器四周四分之一或四分之三英寸宽度的支撑座是提供对过滤器的机械支撑所必须的。 7. 应用实例 为显示过滤在减少宏观氧化物夹杂方面的效果,引用了源自为大输送量水闸机构配套的活塞和气缸铸件为例子[14]。两个铸件都是大加工量的((>95%)。最初没有使用过滤生产了各24件样品,通过了目检和B级X光检验。加工后铸件被再次检验,所有铸件都由于小的,随机分散分布的宏观氧化物夹杂而认定不合格。 调整为带过滤器的4130活塞的浇注系统如图14和15(440气缸的浇注系统也是同样的)。除直浇道座两侧两个垂直的过滤器座外,浇注系统与使用过滤器前是相同的。生产参数的详细确定如表3。使用过滤器后,生产了200对活塞和气缸铸件,没有一件因为夹杂物而被认定为不合格。通过两个过滤器的横切面如图16,可见滤出的宏观氧化夹杂物。对宏观氧化物夹杂的能谱分析表明,丛串状的脱氧氧化铝夹杂物被包裹在玻璃态的Al2O3-TiO2-Cr2O3-MnO 夹杂物基体中。强脱氧剂产物(Al2O3, TiO2)与Cr2O3和MnO同时出现,表明玻璃相的形成是由于浇注期间再氧化的结果。 表3.生产活塞和气缸铸件时的铸造工艺参数 8. 总结 (1)宏观氧化物夹杂的存在是高质量铸钢件生产中的主要问题。文献综述指出宏观氧化物夹杂是由被包裹的侵蚀的氧化硅型砂和形成于浇注期间的玻璃态的熔渣基体所组成的复合体。要解决这个问题,宏观氧化物夹杂必须在金属液流进入型腔前将其去除。 (2)对在生产商品铸钢件中使用过的过滤器的截面的扫描电镜和能谱分析表明固态和液态的夹杂物都能滤出。观察到滤出的包裹有硅砂颗粒和丛串状氧化铝的液态宏氧化物夹杂,它们在物理上润湿过滤器壁并粘附于部分稳定化的氧化锆泡沫陶瓷过滤器壁上。宏观氧化物夹杂的液态或玻璃态部分的成分随钢液成分和脱氧工艺而变化,表明浇注期间的再氧化是宏观氧化物夹杂的主要来源。过滤去除固态夹杂物的例子是侵蚀的硅砂颗粒和内生的氧化铝脱氧产物。在用铝和钙脱氧的情况下,过滤器滤出的是液态的铝酸钙。 (3)氧化锆陶瓷材料高温性能组合(高温强度、抗开裂性能、抗热冲击、抗化学侵蚀)。 (4)用于大输送量水闸机构配套的大加工量的活塞和气缸铸件的应用实例说明过滤改善了铸件的质量。最初生产的24件铸件样品经机加工后全部由于小的随机分散分布的夹杂物缺陷而认定为不合格。加装过滤器后生产的各200件活塞和气缸铸件在加工后没有一件因为夹杂物而报废。对用过的过滤器的扫描电镜和能谱分析表明浇注期间的再氧化是夹杂物的主要来源。 | 


 [复制链接]
[复制链接]
 |手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
|手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )



 发表于 2021-3-2 12:41:49
发表于 2021-3-2 12:41:49





 发表于 2021-3-6 20:35:09
发表于 2021-3-6 20:35:09

 发表于 2022-7-19 15:13:59
发表于 2022-7-19 15:13:59
 楼主
楼主 相比过滤,浇注系统设计的合理性及金属液的纯净度更为重要。否则滤片会堵塞
相比过滤,浇注系统设计的合理性及金属液的纯净度更为重要。否则滤片会堵塞