马上注册,结交更多热工坛友,更多精彩内容等着您!
您需要 登录 才可以下载或查看,没有帐号?免费注册

x
高强度灰铸铁生产技术新进展
侯起飞,刘胜新,孙玉福,杨娟,王刘利 (河南省中原内配股份有限公司;郑州大学材料科学与工程学院)
摘 要:从优化化学成分、提高铁液纯净度和成分均匀性,强化孕育效果等方面介绍了高强度灰铸铁生产技术的最新进展。通过资料总结认为:灰铸铁生产技术的主要发展方向是高CE、高强度、高Si/C比、低应力和良好的加工性能;难点是获得高温、成分稳定、纯净度高的铁液和强化孕育。 关键词:灰铸铁;高强度;CE;合金化
灰铸铁作为传统的金属材料在铸造生产中占有重要地位。虽然近年来灰铸铁在世界铸铁总产量中所占的比例有所下降,但是统计数据表明灰铸铁在铸铁件中仍占有重要地位。2006年世界铸铁总产量为9136.8万t,其中灰铸铁件为4253.9万t,我国灰铸铁件占世界灰铸铁件总量的32.7%。在节能降耗、汽车轻量化的形势下,灰铸铁材料仍能得到如此广泛的应用,与其良好的铸造成型性、减磨性、减震性和成本低廉等特点密不可分。汽车轻量化、大功率化的发展,对灰铸铁材料的薄壁高强度化要求越来越高。石墨的形态和分布是决定灰铸铁材料强度和切削性能的关键。为了使灰铸铁同时获得高强度、好的铸造性能与加工性能,满足“薄壁高强”要求,国内外工作者进行了大量研究开发工作,其新进展主要表现在以下几个方面。
1. 优化化学成分
1.1 优化CE与w(Si)/w(C)比值
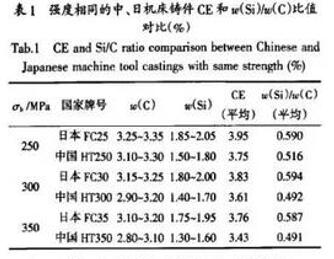
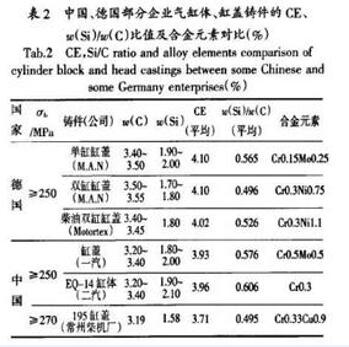
高强度灰铸铁的组织中应有一定数量的奥氏体枝晶作骨架;有足够数量共晶团数目;石墨为A型、中等尺寸的片状石墨;层片间距较小的百分之百的珠光体。降低w(C)量、提高w(Mn)量,白口倾向增加,硬度提高,但恶化铸件加工性能。在一定的CE范围内,提高w(Si)/w(C)比值,可提高灰铸铁强度。表1为相同强度时,中、日机床铸件在CE和二(Si)/w(C)比值方面的对比。表2为中国一汽、二汽、德国MAN和Motortex公司气缸体、缸盖铸件在CE、w(Si)/w(C)比值及合金元素方面对比。从表1可以看出,CE相当时,国内灰铁件的抗拉强度比日本的低1-2个牌号。相同牌号时,日本灰铁件的CE和w(Si)/w(C)比值比国内的高。由表2可以看出,德国灰铁件的CE高于国内产品,合金元素的加人量比国内的少,w(Si)/w(C)比值略低于国内产品。
在相同CE条件下,w(Si)/w(C)比值提高,抗拉强度可提高30-60 MPa。高的CE和高w(Si)/w(C)比值,可促进石墨化,减少白口倾向,降低铸件应力;但(Si)/w(C)比值太高时,高w(Si)/w(C)比值和高CE的双重影响使石墨粗大、珠光体量下降及片层间距增大,强度反而会降低。实验表明,在高CE(3.9%-4.2%)下,w(Si)/w(C)比值在0.60-0.75内强度值较佳。
1.2 优化以(Mn)、w(S)量与w(Si)/w(C)比值
在铸铁的生产中,S一直被认为是一种有害元素。但研究表明,S对灰铸铁的组织和性能有着重要影响,尤其是对采用电炉熔炼的高强度灰铸铁而言“硫化物核心理论”认为,电炉熔炼的铁液中w(S)及硫化物含量低,形核能力低,白口倾向增大,往往难于得到理想的组织和性能,尤其是难于得到理想的A型石墨,且D,E型石墨增加。提高铁液中w(S)量,不仅改善切削加工性能,而且还可以提高A型石墨的数量,并使石墨长度变短,形态弯曲和端部钝化。电炉熔炼铁液要得到正常的石墨形态,w(S)量控制在0.05%-0.12%。当w( S ) ≤0.05%时,建议使用增硫剂,并且最好在熔炼后期升温时加人。
加Mn可以提高灰铸铁的强度和硬度,但是增大w(Mn)量能否提高强度与w(S)量有关。在w(S)量较高的铸铁中,w(Mn)量越高,形成的MnS夹杂物越多。MnS可以作为石墨非自发形核的核心,促使铸铁石墨化,但过量的MnS会发生聚集,形成局部密集的MnS排列。同时,铁液中自由S原子的数量减少,石墨将变得平顺,长度变长,端部的钝化效果变差,其综合影响的结果是Mn强化基体的合金化作用被MnS所带来的不利影响压制了,而且在较高CE的铁液中增硫的作用也被Mn破坏,导致灰铸铁性能降低。因此,w(Mn)量与w(S)量的选择应该综合考虑,通常认为当w(S)≤0.2%时w(Mn)=1.7w(S)+0.3来考虑w(Mn)量。
1.3 低合金化及微合金化
合金化是强化基体、提高强度和刚度的有效方法。生产中一般加入Cr、Mn、Cu、Sn、Mo等元素,加人量一般在0.1%~1.0%为宜。合金元素使用效果的好坏与加人量、加人方式及所使用孕育剂的种类有关。将Cr直接加人到原铁液中,其加人量上限为0.35%,否则将出现碳化物;包内冲入法加Cr,其加人量上限可达0.45%。合金元素复合添加的作用优于单独使用,有些合金的配合作用是特别有效的。合金的配合使用可以减少合金元素的加入总量,从而降低了成本。
国内外对Nb、V、Ti微合金化及孕育处理方面做的大量研究表明,Nb、V、Ti可以与铁液中的非金属元素C和N发生反应,形成碳化物、氮化物、碳氮化物等微小质点,细化基体中的珠光体。普通灰铸铁中加人质量分数为1%的V时灰铸铁抗拉强度高达400MPa。一般说来,Ti是很强的碳化物形成元素,其含量很少时w(Ti)<0.08% ,细小的含Ti化合物可作为石墨的核心,有促进石墨化的作用。Nb可使灰铸铁保持较高的石墨含量,所以灰铸铁保持了良好的减磨性能;同时Nb在灰铸铁中可以形成大量弥散分布的碳化物质点,又使灰铸铁具有良好的抗磨性能。
N在钢中已经被作为一种合金元素来使用,但N在铸铁中的作用还没有引起足够的重视。近年的研究表明,N对铸铁中石墨组织的形态、数量和分布都有显著影响。在灰铸铁中,N使石墨片长度缩短,弯曲程度增加,端部钝化,长宽比减小,共晶团细化,珠光体数量增多,珠光体和铁素体的显微硬度提高。瑞典Volvo。公司已开发出了w(N)量为0.0009%~0.0160%的新型气缸体和气缸盖。国内成功开发出了一种特别适合于大马力柴油发动机缸体的含微量V和N的新型微合金化高CE高强度灰铸铁,突破了国内外为提高强度加Mo、Ni等元素进行合金化的问题。
2. 提高铁液纯度和成分均匀性
同样化学成分和相同金相组织,进口件较国产件材质性能高出1-2个牌号;硬度高于国产件的进口件,切削加工性能反而优于国产铸件,主要原因是其材质的金相组织均匀性好,夹杂物含量少。金相组织的特点是由铁液质量决定的。传统铁液质量的概念包括铁液温度、化学成分和纯净度。目前,对铁液温度、化学成分的精确控制已不成问题。如何获取高纯净度的优质铁液,是保证灰铸铁综合性能的关键。
2.1 严格控制原辅材料的纯净度
据统计,铸造用生铁、SiFe合金孕育剂等辅助材料中的非金属夹杂物带给铁液的不纯与铁液均匀度差的问题占铸造材质废品率的60%以上。因此,强化“精料出精品”的观念,加强对原辅材料的管理是获得优质铁液的重要前提。
2.2 高温熔炼
采用1500℃以上的高温熔炼是提高铁液纯净度的有效措施,高温熔炼可以减少生铁遗传性的不利影响,有利于成分均匀。
2.3 采用中间合金添加高熔点或低熔点金属元素
将必须添加的适量合金元素,制成熔点适合铁液溶解的中间合金,以中间合金的形式加人铁液中,可有效解决合金的熔解与铁液均匀性问题,以此来提高组织均匀、减少废品率。国内外钢铁企业也采用添加中间合金的方法,进行钢液的精炼,生产出优质产品。
2.4 吹气精炼
对灰铸铁进行吹气处理,可有效地去除铁液中O、H等气体,在净化铁液的同时,增加铸铁共晶团的数量、改善孕育效果,从而提高灰铸铁强度。吹气方法有两种:其一是在包底安装透气塞,包底吹氢或吹氮精炼;其二是在感应电炉炉底安装透气砖,炉底吹氢或吹氮精炼。中频炉通过向炉内吹气,可大幅度降低铁液中气体和氧化夹杂物的含量,有效提高铁液质量。相同孕育处理条件下,吹气净化可改善灰铸铁的孕育效果最终提高铸件材料牌号等级。
2.5 精炼剂净化
研究表明,铁液中加人与O、S等有害元素结合力强的元素,如RE、Ca、Ba、Mn等,在铁液中形成熔点更高、更稳定、密度更小的氧化物、硫化物,从而减少了存在的有害元素,净化了铁液。文献研究结果表明,经过精炼剂净化后,铁液中的有害元素将减少,最终产品的力学性能得到明显提高。
3. 强化孕育效果
选用中频电炉熔炼,在相同原材料下,与冲天炉相比,其过热温度高,熔化保温时间长,极易引起脱碳。同样化学成分时,所浇注成的铸件强度和硬度高,白口倾向大,石墨长度短,且容易产生D、E型石墨;铁液的流动性较差,收缩增大,易引起各种铸造缺陷。当使用废钢量大于50%时,铁液的保温时间增加,上述现象更加严重。以前许多孕育剂是针对冲天炉而生产的,现在熔炼条件改变了,孕育剂也需要有所改变。因此,当务之急是加强对薄壁高强度孕育铸铁件的研究,开发出适应高CE(3.9%-4.2%)、高Si/C比灰铸铁的孕育剂,提高国内铸件材料牌号等级,降低产品成本、缩小与国外高强度灰铸铁件生产的差距。
3.1 孕育剂的分类
孕育剂是孕育铸铁生产的关键。按照孕育剂的作用可将其分成两类:石墨化孕育剂和稳定化孕育剂。
3.1.1 石墨化孕育剂
石墨化孕育剂根据成分又可分为:C系、Si系、特殊系。C系具有石墨化能力强、用量少,衰退慢、孕育效果好等优点。但其熔点高,孕育温度最好在1450℃以上,并要配以适当的加人措施,以便克服其吸热浮升、飞散及空气氧化等问题。Si系孕育剂中实际应用最广的是75SiFe。特殊系孕育剂是指为了改善铸件壁厚敏感性、提高抗衰退能力和满足产品性能要求而添加了Ba、Sr、RE、Mg、Ca、V、Ti、Nb、N、Zr等元素的孕育剂。
含Ba孕育剂的主要作用是长效而不是高效。研究表明,该类孕育剂具有抑制E型石墨出现,明显改善铸件壁厚敏感性,提高抗衰退能力的效果。与75SiFe相比,含Sr孕育剂石墨化能力较强,突出的特点是在减少白口的同时并不显著增加共晶团数,因此可以减少缩松倾向,改善铸件致密性和耐水压能力。孕育剂加入量相同的情况下,SiSr孕育后的铸件断面敏感性低,硬度也降低,有利于改善加工性能。因此,对于容易产生白口及易渗漏的薄壁高强度灰铸铁铸件(如:缸体等),可选用含Sr孕育剂进行孕育。
对感应电炉熔炼和炉料中废钢比例较大、w(S)量较低的铁液来说,前述的孕育剂效果都不显著,而用RESiFe孕育剂却特别适宜。少量的RE还可消除Pb和Bi对灰铸铁片状石墨形态的有害影响,改善抗衰退性能,降低过冷倾向,减少D、E型石墨及白口的形成,提高孕育效果的均匀性,从而显著提高铸件的强度和塑性,改善铸铁的切削加工性。
在灰铸铁中,氮使石墨片长度缩短,弯曲程度增加,端部钝化,长宽比减小,从而使其强度和弹性模量增加,特别是当N和RE元素复合添加时效果更加显著。近年来,已引起国内外的关注。
3.1.2 稳定化孕育剂
稳定化孕育剂在减少薄壁敏感性方面比石墨化孕育剂强,但处理薄壁件时要同时使用石墨化孕育剂。它对处理温度和停留时间不像石墨化孕育剂那样敏感,也不存在衰退问题。只要铁液温度足以熔化孕育剂或处理后的铁液温度能满足浇注要求,都可以得到满意的结果。
3.1.3复合孕育剂
复合孕育剂是指各种孕育剂按照一定比例混合得到的机械混合物或含有多种元素的孕育剂。实践证明,使用该种孕育剂可以综合发挥不同元素的孕育能力,强化孕育效果,特别适合用于控制石墨形态,改善组织均匀性,开发薄壁高强灰铸铁。
3.2 孕育剂的选择
相同的孕育剂和相同处理工艺条件下,熔炼方式、化学成分、铁液温度及铸型冷却条件都会对孕育效果产生影响,因此根据生产实际选择适宜的孕育剂是生产高强度灰铸铁的关键。国外有的工厂将w(S)量0.067%定为分界线,不同的孕育剂分别适用于高于或低于w(S)量0.067%的铁液。对感应电炉熔炼和炉料中废钢比例较大,w(S)量较低的铁液,前述的孕育剂效果都不显著,而用RESiFe孕育剂却特别适宜。对于高CE、高w(Si)/w(C)比的高强度灰铸铁宜采用REBaCa、REN、SiSr类等复合强化孕育剂。
4. 开发灰铸铁先进制造技术
铸铁是一种具有极大开发潜力的复杂、多元、多相结构材料,其组织和性能可随其凝固方式的不同而发生很大的变化。其内容主要包括:铸铁件表面层激光强化处理、铸铁的半固态铸造、消失模铸造、半固态压铸技术和真空压铸技术、计算机在铸造行业的应用等方面。从总体上看,关于灰铸铁研究开发的深度和广度已达到相当高的水平,特别是近十多年来随着多学科交叉和高技术向传统产业的不断渗透和融合,促进了制造工艺的优化和成本的降低,提高了灰铸铁件的高品质化、高功能化的水平,拓宽了应用领域。
5. 结束语
汽车技术轻量化、大功率化的发展,对灰铸铁材料的薄壁高强度化的要求越来越高。国内外高强度灰铸铁发展的趋势主要表现为:获得高强度、刚度的同时,具有较好的铸造性能与加工性能,即强度、硬度、石墨化三者联系起来,达到力学性能、铸造性能与加工性能的统一。突破灰铸铁生产瓶颈的首要任务是获得优质铁液和最佳的孕育处理工艺。
作者简介:侯起飞(1972-),男,河南焦作人,工程师,长期从事铸铁生产技术及新品开发工作。 (来源:山东省铸造协会)
| 


 |手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
|手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )



 发表于 2022-9-21 20:18:35
发表于 2022-9-21 20:18:35

 发表于 2022-9-22 17:50:58
发表于 2022-9-22 17:50:58

 楼主
楼主