马上注册,结交更多热工坛友,更多精彩内容等着您!
您需要 登录 才可以下载或查看,没有帐号?免费注册

x
本帖最后由 shine 于 2022-9-30 19:00 编辑
* l' q/ O0 }! L1 _! q
& O d" c7 l1 M" Q, ?' i 载重汽车用制动鼓生产工艺
& D6 l; F5 t1 u' f+ W/ q2 s6 o% Z d9 `" a. ]" I9 K
制动鼓是保安件,它涉及到人的生命财产安全,同时它又是易损易耗件。市场需求量特别大。目前国内的年产量大约在千万只以上。因产品结构相对简单,机器造型、手工造型都容易上马,几乎全国各地都有铸造厂在生产制动鼓。我去过的几家大型企业,机械化流水线生产制动鼓,年产量都在一百万只左右。我也去过一些小企业年产量几万只。也有像河北隆尧县某镇的一个工业园区,就密集着一百来家铸造厂,都在生产汽车制动鼓;其整个区的制动鼓产量也应在百万只以上。只不过大型企业生产的制动鼓,一般都是供给国内的车桥厂或是出口国外,而小型企业生产的制动鼓大部分供给零件及售后配件市场。其产品质量和信誉度难以被正规车桥厂所接受,根据我看到和了解到的这些企业,由于产品结构不同,供货对象不同,因而生产工艺各异,但从总体来讲,质量问题还是有很多,达不到车用制动鼓的质量要求,因此我想有必要和大家在一起对制动鼓的生产工艺进行讨论和研究,互相交流经验,下面就根据我的经历和了解的情况,借这次机会和大家交换意见,不对的地方请大家指正。 4 B) ^' \# z* ]
一、载重汽车制动鼓的质量要求 5 T# {" Y% O, i/ j r- u' y
由于灰铸铁具有良好的导热性、减震性、耐磨性以及优良的铸造性能和低的制造成本,因此机动车辆的制动鼓几乎都采用灰铸铁件,其牌号为HT200和HT250。 4 R# b1 u1 }/ t2 x6 \& d$ `
我国只有一个灰铸铁件标准那就是JB/T9439-2010,并没有专用的汽车制动鼓用灰铸铁件标准。在机标内也没有特殊灰铸铁的说明。全世界只有美国材料试验学会ASTMA159-83(1993年重审)专门制订有汽车专用灰铸铁件标准。对制动鼓依其载重量列有3个铸铁牌号。同时美国汽车工程师学会SAEJ431的动力机械灰铸铁标准内对制动鼓的质量要求,基本上和ASTMA159-83一致。目前我国和国外大都参照美国制动鼓标准。在图纸上或验收标准上给出了自己的厂标,一个标准的高低,反映了其工艺水平和质量水平,高水平的标准才能生产出高质量的产品。
1 J$ s; ~3 z# d" m5 O1 L 下面简要的将上述美国标准和国外的一些好的公司对制动鼓的质量要求 ,介绍如下供大家参考
( d# f. @5 \1 D) u+ z 1. 机械性能
2 p4 E* W! d9 v( p" L
$ {7 d2 Y" F# G) { 2. 化学成分
1 h m% ?* U; g! u, K# U
y$ [% k* |7 H 注:1、总C是强制性的要求,必须保证
. k" V) I. [! U 2、其他元素如Cr、Cu、Sn主要用来保证机械性能和硬度。7 g" o% _% i+ l z% n' u; j" H
3、G2500a用在中型载重卡车上,G3500b用于重型载重车,G3500c用于超重型载重车。
& p0 t3 D: Q" G 3、金相组织
' L) Y* Z" S( t6 Y8 G5 a
- K9 m' t. z' o% O: _# `# A: |, Z 4、其他要求
4 L4 e$ T0 U5 R! W5 \$ `; ]6 p 国外厂商和国内的主机厂,在提供的制动鼓技术条件内,除了要求验收机械性能硬度和金相外,往往还提出了致密性要求。他们将制动鼓分成高致密区和一般致密区,如下图:
$ s5 A, w3 n$ T1 h% _% b
; N% D% Q7 V, U/ o- |$ E% y 如铸件内部存在缩孔、缩松、气孔、夹砂或其他铸造缺陷,都属于不致密。这些缺陷可以通过X光透视或解剖的方法来检查。如果其缺陷低于下表规定,则可以验收。而超出其规定则应判为废品。当然如果在机加工时缺陷已暴露则一般不能验收。 . \ s: n6 b. c& N' Q7 L5 _) \
ASTME446-98 制动鼓内部质量进行X检测的缺陷等级 + U" A3 H4 `7 J6 B1 i6 ^/ }
高级致密区 接收等级为A3 ,B3,C2 ) {" W# ~2 b$ S& g* _- e
一般致密区 接收等级为A3,B4,C3
# l" i; I0 ~! ? @ 注:A表示气孔,A3表示气孔的接收等级为3级$ `" [5 ^/ M3 g) H0 Z; ^7 n0 i8 D
B表示夹砂、夹杂 B4表示夹砂夹杂的接收等级为4级1 a# d1 l* |# A. ~( x# L! G5 K
C表示缩松 C3表示缩松的接收等级为3级
K* U7 g2 r- [0 F" E0 v 二、制动鼓的失效模式和原因
7 S6 t# M! i4 ~3 X+ f; d5 P6 V
制动鼓在使用过程中的失效、主要是开裂和磨损,但从客户的抱怨和索赔反映出来的数据统计来看,主要是前者。就是说大部分的失效制动鼓,都是在磨损正常、甚至是轻微磨损的情况下、即产生了开裂而不能继续使用。下面是某厂2014年反馈回来的废品。从图上可以清晰的看到,在制动鼓是产生了一至几条的纵向裂纹。而横向裂纹大多出现在法兰盘圆角处,俗称掉顶。
: m8 |; ]" Z1 H E( ? 从对失效件进行失效分析后得出,失效原因主要有三点: " l/ I+ o" [ [4 w/ G5 q' M' ~
1、 铸件本体机械性能低于正常要求;
" m1 X* _& i3 d9 V" Q2 Z. P* e p 2、 铸件内部存在铸造缺陷,尤其是法兰盘圆角处存在缩松;
( l. V) S# @ J3 m3 ^ 3、 汽车过载严重,刹车频繁并在刹车过程中喷水冷却,而这类失效件检查其机械性能和金相都符合产品要求。
$ i* {' a' a c/ Q: N 前面两条失效原因,应该由我们这些生产制动鼓的铸造厂来加以改进。稳定和提升制动鼓的质量。我在下面将比较详细的来和大家探讨。而第三条失效原因,我们是无能为力的,主要还得靠国家对超载车辆违规使用的治理。从索赔情况来看很大一部分是属于这种违规使用而造成的。但一般把责任都推给了铸造厂家。从我知道的情况,好几家生产制动鼓的企业,索赔比例达到了3%左右。每年都有好几百万的赔偿金额,其实这种责任是应当有用车方来承担的。我国出口国外的制动鼓,一般都反映良好。几乎从没有赔偿甚至抱怨的情况。客车和平原地区运输的汽车制动鼓也反映良好。只有个别山区、矿区、个别产品使用寿命低,这些都说明是国内严重的超载、频繁的紧急刹车,并在制动过程中喷水冷却制动鼓而造成的。在这种情况下,所有的动能全部转化成了制动鼓的热负荷,经测量最高可达800℃-850℃.这从失效开裂处的宏观和金相检验也能发现。该类铸件宏观上为白亮区。金相上为石墨+马氏体+贝氏体。这些都是由高温转变后的奥氏体淬火产生的,因此制动鼓在抗弯应力、热应力、抗机械制动力作用下,而非常规的开裂失效。这可能是一种中国式的失效模式。
0 k4 W- S E3 v/ W: f/ x8 j 三、 制动鼓生产工艺
# P4 U) a! v9 K 制动鼓的生产工艺主要集中在两个方面,一是怎样保证它的机械性能,金相组织符合产品要求。而是如何减少它的铸造缺陷。尤其是关键部位的内部缺陷,在减少铸造缺陷这方面,我今天重点介绍一下如何减少它的收缩缺陷,因它是主要的废品类型也是失效的主要原因之一。
* e% ^$ p) w; n8 P& q4 V
第一个方面主要是要更好的提供铁液的冶金质量。第二个方面重点是要找出适合生产厂家的工艺手段。
9 v6 I/ x- Z" V F U# z 目前国内生产载重汽车制动鼓的材质均为HT250,所以下面我重点谈几点制动鼓生产所用HT250的熔炼和工艺方面需要注意的几个问题。
8 y+ P0 z8 v2 S1 J" z. Y; ? 本来如果我们只需要达到HT250的机械性能要金相组织要求,不会有什么困难。但制动鼓所用HT250,它是要在高的含碳量下,来保证机械性能和硬度和金相组织,对一些小型甚至某些大型生产企业来说都有一些难处。他们提出如果要保证产品的含碳量大于3.40%,不加入Cr、Cu、Sn等合金元素,性能就难以保证。但他们的现实情况是为了节约成本,一般只加Cr和Sn来保证珠光体和抗拉强度。但加入量少的话,强度硬度达不到,加入多量大的话金相中又出现了过量的渗碳体。而处在了两难地步。最后衡量利弊,他们大多采取用降低含碳量的办法来满足机械性能硬度等要求。当然到目前为止,虽然ASTM标准对C含量做了严格的规定,中国的厂没有执行,就连一些国外的客户,他们也不是一概的要求含碳量一定都要大于3.4%或更高。例如我知道的几家客户,他们对制动鼓的化学成分要求如下
2 c. O) B& G7 P, @! t" R5 J* t) c
) |; _% Z; j1 v: X2 @8 G
但提高总含碳量是有科学依据的也是大势所趋,因为只有高的含碳量才能保证有多的石墨量,才能有 更好的导热性能和抗热疲劳性能。美国做出的这种强制性的规定也一定有它的科学依据。对于我们来讲,也应当具备在高含碳量的前提下,生产出合格机械性能、硬度和金相组织的能力。 0 \ B. _5 N& C% T/ i$ b
通过这些年来国内在高含碳量下生产高强度铸铁的实践,应当说已经积累了不少成功的经验,并在技术上取得了共认。这为我们生产制动鼓打下了良好的基础,实际情况也是如此。很多大型企业生产的制动鼓其质量已能稳定的达到客户要求。这些技术,概况起来就是走合成铸铁的道路。采用的工艺手段就高比例的废钢加入量,采用增碳剂进行增碳,铁液里增硫、良好的孕育和足够高温的铁液。最近又提出铁液预处理,有关这方面的知识,已经讲过很多,文章也登过不少,我不再重复。我只想结合制动鼓这一特定铸件,提出我的几点意见,供大家参考 + W2 ^6 E# B9 }: i# ]5 N, Y: [
1、 关于孕育问题 2 t6 S5 E# h4 l* Z, j0 T+ u
对制动鼓铁液进行孕育,其目的和生产其他高牌号铸铁件一样,应当主要是保证不出现渗碳体或使铁素体和碳化物的总量不超过5%,确保良好的石墨形状(一般规定A型石墨应大于80%。B、D、E石墨不大于20%)以确保良好的机械性能,同时为改善机加工性能,在灰铸铁的生产实践中,其孕育量一般在0.2%-0.6%之间。我在这点要提醒大家的是,请大家要注意孕育量、要去控制孕育量。因在多数现场铸造技术人员和工人的心目中,大多在关注怎么能提高孕育效果、怎样增加石墨核心、怎样使用高效的孕育剂。生产灰铸铁也和生产球铁件一样,采用多次孕育,尽量多的用孕育剂,而忽略了孕育对灰铸铁收缩性能的影响。而忘记了制动鼓的废品中,缩孔缩松占了很大的比例,也没有把缩松废品和制动鼓的非正常失效联系到一起。
! X! q$ R6 n' |. b1 {/ j5 [ 我们都知道,各厂生产的制动鼓中除了报废的以外,很多入库的合格铸件是带有缩孔和缩松缺陷的,并且生产厂家的技术人员大多把解决缩松的措施只止于降低浇注温度、改善浇注系统的设计上。我在这里只是告诉大家。应当对制动鼓的孕育工序多加注意和控制。
7 q" |6 W; s b 现在很多人已认识到孕育能促使缩松,在碳当量3.9-4.3%范围内,经孕育处理的铸件尺寸总是比不孕育的要大,不孕育的铸件没有缩松,而孕育的铸件产生了缩松。因此在生产制动鼓时要控制孕育量不要过大,在保证不出现渗碳体,保证机加工性能情况下,尽量少加孕育剂,够用就可不要过量,重点要做好随流孕育工序,不要采取二次、三次,甚至四次孕育。
5 J# H2 o9 ^, k8 s' ` 2、 关于铸型紧实度问题
% E+ P+ g6 x* `) E
铸铁件的内部缩孔、缩松和铸件的表面缩凹,在很大的程度是受到铸型的影响。铁液浇入铸型后,型腔的体积在铁液的静压力和热作用下会产生型壁的移动,从而引起铸型的体积变大,而使铸件尺寸超差、重量加重。型变的大小决定于砂型的紧实程度、造型材料和型砂的性能参数。国外有人做过这方面的研究,他们从铸型生产线上,抽取制动鼓,测量其尺寸和称其重量。结果发现各样本的重量有很大的波动,见下图,制动鼓的重量从162磅至173磅,最大差为11磅(1磅为453克)该试验生产制动鼓的造型线为震压式造型机。这种重量差表示铸型的质量发生了波动。撞砂松软的铸型产生了严重的涨砂。而紧实度好的铸型,涨砂就很轻微,铸件尺寸就准确,他们试验得出涨砂严重的制动鼓,其内部产生了缩松,而重量正常的制动鼓质量正常。因此他们就用这种简易的检查方法,在运往机加工之前,用称重法来判断制动鼓的内部缩松,并认为制动鼓的缩松是由于铸型的移动引起的。因此提高铸型的刚度,就成为避免制动鼓缩松的一个重要措施。 5 a" ]& f- O; Z" i% w' I \
/ B& c, G1 j" r/ j+ b 现在国内推广的使用铁型覆砂生产制动鼓因其特点没有缩松缺陷。山西某采取该工艺生产制动鼓的大型企业。已有三条半机械化的铁型覆砂线,日产制动鼓430多只,工艺出品率为90%,产品合格率稳定在98%,目前正在安装第四条铁型覆砂线。 : v. `2 r1 F5 e
河南南阳某厂使用树脂砂生产北奔重型制动鼓采取顶注无冒口工艺,质量稳定,无缩松。
9 K4 ]1 B( A) t$ m 有的厂因直浇道与制动鼓间的距离太近,为40mm,此处的型砂很难撞实,因而常在这里产生缩孔缩松,将其距离改为60-80mm,缩松就轻很多。
9 Q) l" y1 u) p$ q( H. g4 ] 有的小厂先整体撞砂,再用钢棒插出直浇道,使整个铸型紧实度均匀,且易于撞紧,反映铸件缩松不严重。
' F3 C2 c7 p* K' W5 S* V (来源:山东省铸造协会) 1 t. W0 v( x: G _, K
| 


 [复制链接]
[复制链接]
 |手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
|手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )



 发表于 2022-9-30 18:58:17
发表于 2022-9-30 18:58:17

 " ^9 T. a& W, g0 E/ l$ l, c9 f
" ^9 T. a& W, g0 E/ l$ l, c9 f / W& Z1 g) \) K2 b0 ~0 h
/ W& Z1 g) \) K2 b0 ~0 h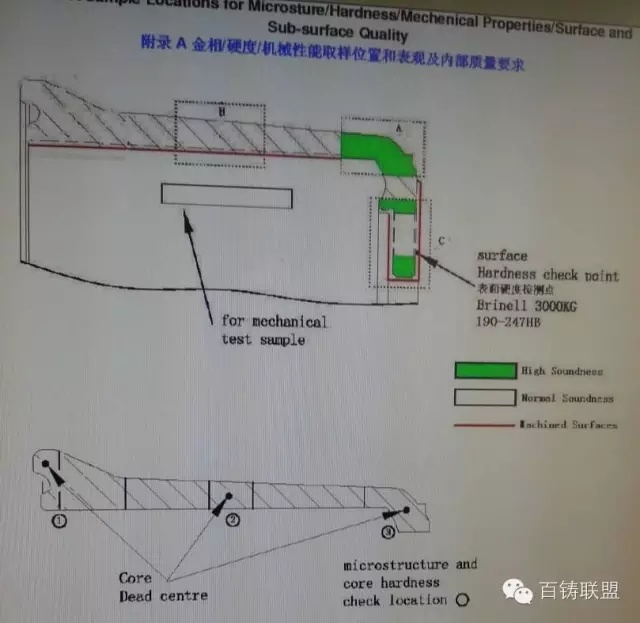 / Q3 b: F+ B0 F% W3 z' z* O5 y& O% L
/ Q3 b: F+ B0 F% W3 z' z* O5 y& O% L ! R9 x4 `- v' I, j- y6 r
! R9 x4 `- v' I, j- y6 r @+ y+ s6 h2 W
@+ y+ s6 h2 W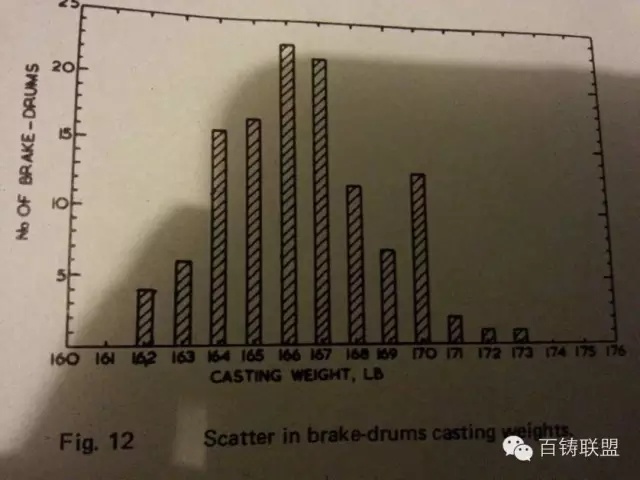 # O9 K; _: M- s' F5 f
# O9 K; _: M- s' F5 f 发表于 2022-10-9 16:20:39
发表于 2022-10-9 16:20:39


 发表于 2022-10-9 16:49:34
发表于 2022-10-9 16:49:34
 ,欢迎回贴
,欢迎回贴 楼主
楼主